
Manufacturing Documentation Control and Material Traceability: A Practical Implementation Guide [2026]
What Manufacturing Documentation Control Actually Means
Manufacturing Documentation control is the systematic management of every record, specification, procedure, and quality document that governs your manufacturing operations. The ISO 9001:2015 standard specifically requires that documented information be controlled when creating and updating, with identification, format, review, and approval requirements clearly defined.
What Is Material Traceability?
Material Traceability is the ability to track raw materials from supplier receipt through production to finished parts and final delivery. It ensures that each component can be linked back to its original material lot, certifications, and processing history, enabling quick identification of issues, effective quality control, and compliance with standards such as ISO 9001. In practice, this follows the “one-up, one-back” principle, where knowing which materials were used in each part and where those parts were ultimately delivered, providing full visibility across the manufacturing process
Introduction
When an aerospace customer calls asking which supplier lot was used in batch 4472 from six months ago, what’s your answer? If it takes more than five minutes to trace that material from finished goods back to the raw material certificate, your documentation control system isn’t working, and you’re only one audit away from a major finding.
Manufacturing documentation control and material traceability aren’t just ISO 9001 requirements. They’re the operational backbone that separates world-class manufacturers from companies living in constant audit anxiety. According to the FDA’s quality system regulation, manufacturers must establish and maintain procedures to ensure that all documents are controlled and that changes are reviewed and approved. For companies serving aerospace, medical device, and automotive industries, the stakes are even higher, AS9100 and IATF 16949 requirements can make or break supplier relationships.
This guide provides a practical framework for implementing documentation control and traceability systems that satisfy auditors, protect your business, and give you confidence when customers ask the tough questions.
The Five Pillars of Manufacturing Documentation Control
| Manufacturing Pillar | Requirements For Manufacturing | Common Failures of Manufacturing | Manufacturing Solutions |
| Availability | Current versions accessible where needed | Outdated work instructions on shop floor | Electronic distribution with automatic updates |
| Protection | Prevent loss, confidentiality breaches | Uncontrolled copies shared via email | Role-based access controls |
| Version Control | Changes tracked with approval history | Multiple versions circulating simultaneously | Single source of truth with revision history |
| Retrievability | Records accessible for audits/investigations | Paper files lost or misfiled | Searchable electronic document management |
| Retention | Meet regulatory and customer requirements | Records destroyed too early | Automated retention scheduling with alerts |
The True Cost of Poor Manufacturing Documentation Control
Poor manufacturing documentation isn’t just an audit headache, it creates measurable business impact:
Rework and scrap: Using outdated specifications costs manufacturers an average of 2-5% of revenue annually
Audit findings: Major non-conformances can delay new business opportunities by 6-12 months
Customer complaints: Inability to demonstrate process control erodes customer confidence
Regulatory action: FDA 483 observations for documentation issues can escalate to warning letters
Material Traceability: The One-Up, One-Back Principle
Material traceability tracks the complete journey of raw materials from supplier receipt through production to finished goods shipment. Regulatory frameworks universally require what’s called “one-up, one-back” traceability:
One-back: Know exactly which supplier lot was consumed in each production batch
One-up: Know exactly which customer received each batch of finished goods
This bidirectional linkage enables rapid containment if material defects are discovered and is critical for safety-critical industries where recalls can cost millions.
Essential Manufacturing Traceability Data Elements
Incoming Manufacturing Material Records:
- Supplier name, lot number, certification
- Material grade and specifications
- Certificate of Analysis (CoA) or Certificate of Conformance (CoC)
- Receiving inspection results
- Internal lot assignment and storage location
In-Process Manufacturing Documentation:
- Work order number with material lot linkage
- Machine/workstation identifiers
- Operator identification at each operation
- Critical process parameters (temperature, pressure, time)
- In-process inspection and test results
Finished Manufactured Goods Records:
- Serial numbers or batch numbers
- Complete material genealogy (all lots consumed)
- Final inspection and test results
- Packaging and labeling documentation
- Shipment records with customer destination
Manufactured Material Genealogy Example
Finished Manufactured Good: Valve Assembly SN-2026-04472
| Manufacturing Component | Level 1 | Level 2 |
| Casting | Lot C-2026-0891 (ABC Foundry, Heat 47A) | Material: Brass C36000 Lot M-2026-2341 (MetalCorp) |
| Fasteners | Lot F-2026-556 (FastenRight, Grade 8.8) | – |
| Seals | Lot S-2026-112 (SealTech, Nitrile 70D) | – |
This level of traceability enables complete recall scope identification within minutes, not days.
Standards and Compliance Requirements by Industry
ISO 9001:2015 Foundation
ISO 9001 Clause 7.5 establishes the baseline for documented information control. Key requirements include:
- Identification and description
- Format and media
- Review and approval for adequacy before issue
- Control of changes with version identification

Aerospace: AS9100D Requirements
Aerospace quality management adds stringent requirements beyond ISO 9001:
- First Article Inspection (AS9102): Complete dimensional and documentation verification for initial production runs
- Configuration management: Control of design changes, deviations, and production permits
- Supplier flow-down: Traceability requirements must extend to subcontractors
- Counterfeit prevention: Documentation verifying material authenticity and chain of custody
- AS9100 traceability requirement: Records must be maintained for the specified life of the product plus one year, or as specified by the customer or regulatory authority.

Medical Device: ISO 13485 and FDA 21 CFR Part 820
Medical device manufacturing imposes the strictest traceability requirements:
- Unique Device Identification (UDI): FDA requires unique identifiers on medical devices for post-market surveillance
- Device History Record (DHR): Complete production record for each unit or batch
- Material biocompatibility: Documentation demonstrating material safety for intended use
- Sterilisation validation: Complete records of sterilisation process validation and monitoring
The FDA’s Quality System Regulation states that “each manufacturer shall establish and maintain procedures for identifying products during all stages of receipt, production, distribution, and installation to prevent mixups”.

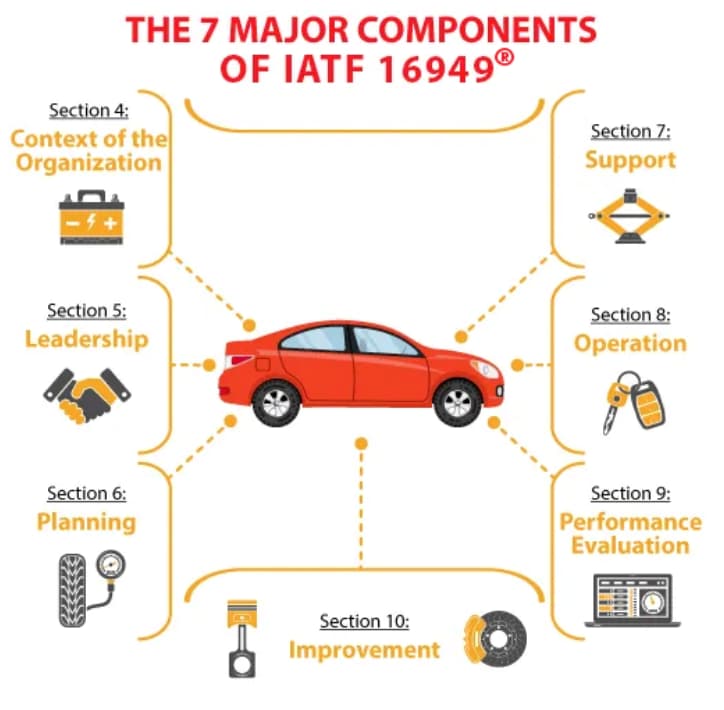
Automotive: IATF 16949 Requirements
Automotive standards emphasize production part approval and continuous monitoring:
- Production Part Approval Process (PPAP): Comprehensive documentation package including dimensional results, material tests, process capability studies
- Control plans: Detailed documentation of quality controls at each process step
- Customer-specific requirements: OEMs like Toyota, Ford, and BMW impose additional traceability mandates
- Problem solving: Documented 8D or similar processes for containment and corrective action
Implementing Documentation Control: A Step-by-Step Framework
Step 1: Document Classification Matrix
Organize documents by type to apply appropriate controls:
| Document Category | Examples | Control Requirements |
| Tier 1: Quality Manual | Policy, scope, management commitment | Controlled distribution, management approval |
| Tier 2: Procedures | Work instructions, SOPs, inspection procedures | Version control, training requirements |
| Tier 3: Records | Inspection reports, production logs | Retention control, authenticity protection |
| Tier 4: External | Customer specs, industry standards, regulations | Current version verification, change monitoring |
Step 2: Version Control Protocol
Implement consistent version identification:
Document Header Example:
Document ID: WI-QC-001
Title: Incoming Material Inspection Procedure
Version: Rev. 04
Effective Date: 2026-02-26
Supersedes: Rev. 03 (2025-11-15)
Approved by: J. Smith, Quality Manager
Page 1 of 12
Critical rules:
Never use “draft,” “preliminary,” or “uncontrolled” in released documents
Include revision history table showing what changed and why
Maintain master document register with current version status
Archive superseded documents but remove from active circulation
Step 3: Change Control Workflow
Every document change must follow a controlled process:
| Stage | Responsible Party | Action | Timeline |
| 1. Request | Any employee | Submit change request with justification | Day 1 |
| 2. Assessment | Document owner | Evaluate impact on operations, training needs | Day 2-3 |
| 3. Draft | Subject matter expert | Prepare revised document | Day 4-7 |
| 4. Review | Affected departments | Technical and operational review | Day 8-10 |
| 5. Approval | Authorized personnel | Final approval per approval matrix | Day 11 |
| 6. Release | Document control | Distribute and communicate changes | Day 12 |
| 7. Training | Supervisors | Train affected personnel on significant changes | Day 13-19 |
| 8. Verify | Quality | Confirm obsolete documents removed from use | Day 20 |
Step 4: Access Control Matrix
Control who can view, edit, and approve based on role:
| Role | View Access | Edit Access | Approve Authority |
| Production staff | Current work instructions only | No | No |
| Quality inspectors | All quality documents | Inspection records only | No |
| Department supervisors | Department documents | Draft changes | Department procedures |
| Quality manager | All documents | All documents | Quality system documents |
| General manager | All documents | Policy documents | All documents |
Building Material Traceability Systems
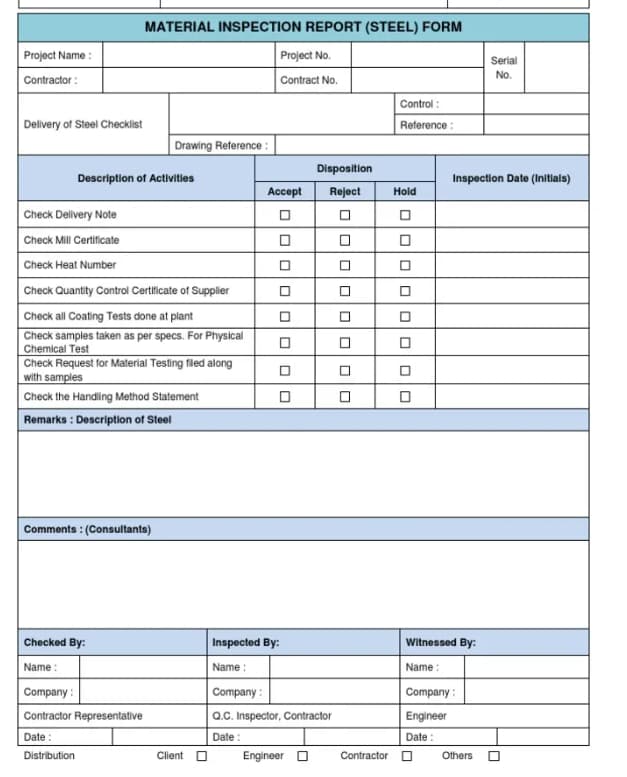
Receiving: The Traceability Foundation
Required documentation at receipt:
- Supplier packing slip with lot numbers
- Certificate of Analysis (CoA) or Certificate of Conformance (CoC)
- Material test reports (chemical composition, mechanical properties)
- Receiving inspection checklist completion
- Photographs of material condition and labeling
Best practice: Assign internal lot numbers immediately upon receipt, even when suppliers provide lot numbers. This prevents confusion when:
- Multiple suppliers use similar numbering schemes
- Supplier lot numbers are ambiguous or missing
- Material from different supplier lots is blended
In-Process Traceability Methods
Paper-based approach (smaller operations):
- Work order traveler with material lot fields
- Operator signatures at each operation
- Inspection stamps or stickers
Electronic approach (larger operations):
- Barcode scanning at each operation
- RFID tags for automatic tracking
- MES integration for real-time genealogy
Critical requirement: At every operation, document which material lots were consumed and which finished goods lots were produced.
Finished Goods Identification Strategies
| Serialization Method | Format | Best For |
| Sequential | 0001, 0002, 0003… | Low volume, high value |
| Date-coded | 260226-001 (YYMMDD-XXX) | Time-sensitive traceability |
| Smart codes | PN-LOC-YY-XXXX (Product-Location-Year-Sequence) | Complex product families |
| Random unique | 8A4F92B7… | High security requirements |
Technology Solutions: From Paper to Digital
Electronic Document Management Systems (EDMS)
Modern EDMS platforms provide capabilities that paper systems cannot match:
| Feature | Business Benefit |
| Automatic version control | Prevents use of outdated documents |
| Electronic signatures | Speeds approvals, provides audit trails |
| Role-based access | Protects confidential information |
| Full-text search | Finds documents in seconds, not hours |
| Integration with ERP/MES | Links documents to transactions |
| Automated workflows | Routes documents for review and approval |
Leading EDMS providers: MasterControl, EtQ, Intellect, Documentum
Manufacturing Execution Systems (MES)
MES platforms bridge ERP and shop floor operations:
- Electronic work instructions with embedded quality checks
- Real-time production tracking with automatic material genealogy
- Quality enforcement (cannot proceed past incomplete inspections)
- Machine integration for automatic data collection
Benefit: Eliminates paper travelers, reduces transcription errors by 90%+, enables instant traceability queries.
ERP-Integrated Traceability
Enterprise Resource Planning systems with quality modules offer:
- Lot tracking from purchase order through shipment
- Quarantine management for inspection hold material
- Automatic traceability reports for customer or regulatory requests
- Supplier scorecards based on quality and delivery performance
Document Retention: How Long and Why
Retention Period Guidelines by Document Type
| Document Category | ISO 9001 | Aerospace | Medical Device | Automotive |
| Quality manual/procedures | Product life + 1 year | Product life + 1 year | Product life + 2 years | Product life + 1 year |
| Inspection records | Product life + 1 year | 10+ years | Product life + 2 years | 15 years |
| Material certifications | Product life + 1 year | Permanent | Permanent | Product life + 1 year |
| Calibration records | Current + 2 cycles | Current + 2 cycles | Current + 2 cycles | Current + 2 cycles |
| Training records | Employment + 3 years | Employment + 3 years | Employment period | Employment + 3 years |
| Internal audits | 3 years | 3 years | 3 years | 3 years |
Critical note: Always check customer-specific requirements, which may exceed regulatory minimums. Aerospace prime contractors often require 10-20 year retention for flight-critical components.
Conclusion
Selecting the optimal brass alloy for machining requires balancing machinability, corrosion resistance, regulatory compliance, and cost. C360 remains the production champion for general applications where lead content poses no concerns. C464 serves critical marine and heat transfer applications despite machining challenges. C485 bridges the gap between performance and environmental compliance.
By understanding these alloys’ distinct properties and following the machining guidelines outlined above, manufacturing engineers and buyers can optimize both part performance and production economics. The data-driven comparisons in this guide provide the foundation for informed material selection decisions.
For complex applications or high-volume production runs, we at Align Manufacturing work closely with our customers to ensure the right material and process decisions are made from the start. Leveraging our experience across precision machining operations and automation in the casting process, we focus on material selection, supplier control, and production discipline to deliver consistent and reliable results across a wide range of industries.
The small time investment in proper alloy selection pays dividends through improved quality, reduced scrap, and lower total manufacturing costs which is an approach we apply at Align Manufacturing to help our partners achieve better performance and long-term production efficiency.
FAQ: Documentation Control and Traceability
Q1: How long must we keep manufacturing records?
Minimum: Product life plus one year per ISO 9001. Aerospace and medical devices often require 7-10 years or permanent retention. Always verify customer-specific requirements.
Q2: Can we use electronic signatures For Manufacturing Documentation?
Yes, if your system meets regulatory requirements for electronic records (21 CFR Part 11 for medical devices, EU Annex 11 for pharmaceuticals). Must include audit trails, access controls, and signature authentication.
Q3: What if a supplier doesn’t provide lot numbers?
Assign internal receiving lot numbers and require suppliers to reference your lot numbers on their documentation. For critical materials, only use suppliers who can meet your traceability requirements.
Q4: How do we trace manufacturing material when multiple lots are blended?
Create a new lot number for the blend and document all contributing lots with quantities. Maintain blending calculations and ratios in your records.
Q5: What’s the difference between lot traceability and serialization?
Lot traceability tracks by batch (one record per lot). Serialization tracks individual units (unique ID per part). Serialization provides more granular traceability but requires more sophisticated systems.
Q6: Do we need traceability for all materials or just critical ones?
Regulations require traceability for materials affecting product conformity. Many companies extend to all materials for complete process control and to simplify systems.
Q7: How can small manufacturers afford traceability systems?
Start with paper travelers and lot tags. Implement barcode scanning as volume grows. Cloud-based MES systems like Tulip or ProShop offer affordable entry points starting at $500-1000/month.
Q8: What happens if we discover a traceability gap during an audit?
Immediate containment (hold suspect material), root cause analysis, corrective action implementation, and evidence of effectiveness. Transparent communication with auditors is essential.
Q9: Can traceability requirements be flown down to subcontractors?
Yes, and they should be. Include documentation and traceability requirements in purchase orders and audit subcontractors to verify compliance.
Q10: How do we maintain traceability during rework?
Document rework operations separately, linking back to original production records. Include rework rationale, process used, inspection results, and final disposition.