Posts by Align Manufacturing
420 Stainless Steel: Properties, Uses, and Limitations
What Is 420 Stainless Steel?
420 stainless steel stands as one of the most versatile and widely used martensitic stainless steels in modern manufacturing. Positioned strategically between the general-purpose 410 grade and the premium 440C, this material has earned its reputation as the go-to choice for cutlery, surgical instruments, and precision tooling applications. Understanding its unique properties, proper heat treatment protocols, and inherent limitations is essential for engineers, designers, and manufacturers seeking to optimize their material selection for specific applications.
This comprehensive guide explores the complete technical profile of 420 stainless steel, from its chemical composition and mechanical properties to its practical applications in demanding industries. Whether you’re specifying materials for surgical scalpels, designing injection molds, or selecting blade steels for premium cutlery, this article provides the technical foundation necessary for informed decision-making.
What Is the Chemical Composition and Material Designation of 420 Stainless Steel?
Standard Designations
420 stainless steel is formally designated as UNS S42000 under the Unified Numbering System for Metals and Alloys. It conforms to ASTM A276 (Standard Specification for Stainless Steel Bars and Shapes) and falls within the 400-series martensitic stainless steel family according to SAE steel grade classifications.
The alloy was first developed in the early 20th century as part of the pioneering work by Harry Brearley at the Brown-Firth research laboratory in Sheffield, England, where the foundation of modern stainless steel metallurgy was established. While Brearley’s original discovery focused on gun barrel applications, the subsequent development of higher-carbon variants like 420 specifically addressed the need for cutlery-grade materials capable of holding a keen edge.
Chemical Composition Breakdown
The defining characteristic of 420 stainless steel is its elevated carbon content compared to its close relative, 410 stainless steel. The typical chemical composition includes:
| Element | Composition Range (%) | Function |
|---|---|---|
| Chromium (Cr) | 12.0–14.0 | Corrosion resistance, hardness, martensite formation |
| Carbon (C) | 0.15 min – 0.40 max | Hardness, wear resistance, edge retention |
| Manganese (Mn) | 1.00 max | Deoxidizer, improves hot working |
| Silicon (Si) | 1.00 max | Deoxidizer, improves strength |
| Phosphorus (P) | 0.040 max | Impurity control |
| Sulfur (S) | 0.030 max | Impurity control (higher in free-machining variants) |
| Iron (Fe) | Balance | Base metal |
The critical distinction setting 420 apart from 410 lies in the minimum carbon requirement of 0.15%, which enables significantly higher achievable hardness through heat treatment. This elevated carbon content directly correlates with improved wear resistance and edge retention, properties essential for cutting applications.
What Are the Mechanical Properties and Performance Characteristics of 420 Stainless Steel?
As-Received (Annealed) Properties
In its annealed condition, 420 stainless steel exhibits mechanical properties suitable for machining and forming operations:
- Tensile Strength: 655-845 MPa (95-123 ksi)
- Yield Strength: 345-550 MPa (50-80 ksi)
- Elongation: 15-25% (in 2 inches)
- Hardness: 89-96 HRB (Rockwell B scale)
- Density: 7.75 g/cm³ (0.280 lb/in³)
- Modulus of Elasticity: 200 GPa (29,000 ksi)
Hardened and Tempered Properties
Following proper heat treatment, 420 stainless steel achieves substantially enhanced mechanical properties:
| Tempering Temperature | Hardness (HRC) | Tensile Strength (MPa) | Applications |
|---|---|---|---|
| 149°C (300°F) | 50–54 | 1,655–1,930 | Maximum hardness, cutting tools |
| 204°C (400°F) | 48–52 | 1,515–1,790 | Knives, surgical instruments |
| 260°C (500°F) | 45–50 | 1,380–1,655 | General cutlery, dies |
| 315°C (600°F) | 43–48 | 1,240–1,515 | Valves, pump components |
| 371°C (700°F) | 40–45 | 1,105–1,380 | Springs, hand tools |
The ability to achieve hardness levels of 50+ HRC while maintaining reasonable toughness makes 420 stainless steel particularly valuable for applications requiring both wear resistance and mechanical durability.
Physical Properties
Beyond mechanical performance, 420 stainless steel exhibits physical properties characteristic of martensitic grades:
- Melting Range: 1,450-1,510°C (2,640-2,750°F)
- Thermal Conductivity: 24.9 W/m·K (at 100°C)
- Coefficient of Thermal Expansion: 10.3 × 10⁻⁶/°C (0-100°C range)
- Electrical Resistivity: 550 nΩ·m (annealed condition)
- Specific Heat: 460 J/kg·K
Importantly, 420 stainless steel is ferromagnetic, a characteristic distinguishing it from austenitic grades like 304 and 316. This magnetic property enables non-destructive testing using magnetic particle inspection methods, providing quality control advantages during manufacturing.
How Is 420 Stainless Steel Heat Treated, and What Processing Parameters Matter Most?
Annealing Process
Proper annealing of 420 stainless steel requires careful temperature control to achieve maximum softness for subsequent machining or forming:
Full Anneal:
- Heat to 843-899°C (1,550-1,650°F)
- Hold time: 1 hour per inch of thickness
- Cool slowly in furnace to approximately 600°C (1,100°F)
- Air cool to room temperature
Subcritical Anneal (Process Anneal):
- Heat to 732-788°C (1,350-1,450°F)
- Hold 2-4 hours
- Air cool
- Suitable for stress relief between machining operations
Hardening Heat Treatment
The hardening process transforms 420 stainless steel from its soft, machinable annealed condition to a hardened martensitic structure:
Austenitizing:
- Heat to 982-1,010°C (1,800-1,850°F)
- Hold time: 15-30 minutes (depending on section thickness)
- Atmosphere control: Protective atmosphere or vacuum preferred
- Avoid overheating (>1,040°C) to prevent grain growth and reduced toughness
Quenching:
- Oil quench recommended for most applications
- Warm oil (60-80°C) reduces distortion and cracking risk
- Alternative: Air cool for thin sections or complex geometries
- **Critical**: Must begin tempering within 1-2 hours of quenching
Tempering Process
Tempering is essential to achieve the desired combination of hardness and toughness:
- Preheat furnace to target tempering temperature
- Load parts immediately after quenching (within 1-2 hours maximum)
- Hold time: 2-4 hours at temperature (minimum 2 hours recommended)
- Air cool to room temperature
- Optional: Double temper for maximum toughness and dimensional stability
Tempering Guidelines:
- Knives and cutting tools: 149-204°C (300-400°F) → 50-54 HRC
- Surgical instruments: 204-260°C (400-500°F) → 48-52 HRC
- Valves and pump parts: 260-371°C (500-700°F) → 40-50 HRC
Special Considerations
Welding: 420 stainless steel has limited weldability due to its hardenability. If welding is necessary:
- Preheat to 149-204°C (300-400°F)
- Use 420 or 410 filler materials
- Post-weld anneal immediately to prevent cracking
- Consider alternative joining methods where possible
Dimensional Changes: Expect approximately 0.05-0.1% growth during hardening due to martensitic transformation. Parts requiring tight tolerances should be finish-machined after heat treatment using grinding or hard-turning operations.
Where Is 420 Stainless Steel Used Across Different Industries?
Cutlery and Kitchen Applications
The primary application for 420 stainless steel remains cutlery manufacturing, where it occupies the sweet spot between cost and performance:
Chef’s Knives and Kitchen Cutlery:
- European and American knife manufacturers extensively use 420
- Provides good edge retention with reasonable ease of sharpening
- More affordable than premium powder metallurgy steels
- Food-safe and meets FDA requirements for food contact
Hunting and Sporting Knives:
- Excellent corrosion resistance for outdoor use
- Achieves sufficient hardness for field dressing tasks
- Balance of toughness prevents chipping during heavy use
- Readily accepts various surface finishes (satin, bead blast, mirror)
Scissors and Shears:
- Hardness of 48-52 HRC optimal for cutting edges
- Corrosion resistance important for medical and household scissors
- Cost-effective for high-volume production
Medical and Surgical Instruments
420 stainless steel plays a critical role in healthcare applications where performance must meet stringent regulatory requirements:
Surgical Instruments:
- Scalpels, forceps, hemostats, and clamps
- Autoclavable for sterilization (can withstand repeated steam sterilization cycles)
- Passivation treatment enhances corrosion resistance
- Meets ASTM F899 standard for surgical instruments
Dental Instruments:
- Probes, explorers, and extraction forceps
- Resists corrosion from sterilization chemicals
- Maintains sharp edges required for precise work
- Biocompatible for patient contact
Plastic Mold and Die Applications
The combination of corrosion resistance and wear properties makes 420 stainless steel valuable for tooling applications:
Injection Molds:
- Resists corrosion from plastic resins containing chlorides or flame retardants
- Good polishability for optical-grade surface finishes
- Can be heat-treated to 48-50 HRC for wear resistance
- Lower maintenance requirements than carbon steel molds
Die Casting Components:
- Core pins and ejector pins
- Cavities for corrosive metal alloys
- Balances wear resistance with machinability
Industrial and Commercial Applications
Beyond these primary markets, 420 stainless steel serves diverse industrial needs:
| Application | Requirement | 420 SS Advantage |
|---|---|---|
| Valve Components | Corrosion + wear resistance | Hardness maintains sealing surfaces |
| Pump Shafts | Strength + corrosion resistance | Better than carbon steel in water service |
| Hand Tools | Durability + cost | Affordable alternative to premium steels |
| Gears and Shafts | Wear resistance | Can be hardened for extended service life |
| Firearm Components | Corrosion resistance + strength | Traditional choice for gun parts |
How Corrosion Resistant Is 420 Stainless Steel, and What Are Its Limitations?
Corrosion Mechanisms
420 stainless steel achieves its corrosion resistance through the same mechanism as all stainless steels, the formation of a passive chromium oxide (Cr₂O₃) layer on the surface. With 12-14% chromium content, this passive film provides protection in mild to moderate environments.
Performance in Various Environments
Fresh Water: 420 stainless steel performs well in fresh water applications, resisting general corrosion and pitting under normal conditions. However, it is not recommended for continuous immersion without protective coatings.
Atmospheric Exposure: Suitable for indoor and mild outdoor atmospheric exposure. Will develop light staining or “tea staining” in aggressive industrial or marine atmospheres without regular cleaning.
Chemical Environments:
- Mild organic acids: Generally resistant
- Dilute alkalis: Good resistance
- Chloride environments: Limited resistance, susceptible to pitting and crevice corrosion
- Sulfuric acid: Limited resistance above 10% concentration at room temperature
- Nitric acid: Moderate resistance in dilute solutions
Critical Limitations
Understanding where 420 stainless steel should NOT be used is equally important as knowing its capabilities:
- Marine Environments: Not recommended for seawater or salt spray exposure without protective coatings. The chloride content will cause pitting corrosion over time.
- Food Processing with Chlorides: While food-safe, continuous exposure to salt or acidic foods without proper cleaning can cause localized corrosion.
- High-Temperature Service: Above 400°C (750°F), 420 stainless steel experiences rapid softening and reduced corrosion resistance. Not suitable for elevated temperature applications.
- Passivation Requirements: After machining or heat treatment, 420 stainless steel benefits from passivation treatment (nitric or citric acid) to restore the passive layer and optimize corrosion resistance.
How Does 420 Stainless Steel Compare with Related Stainless Steel Grades?
420 vs 410 Stainless Steel
410 stainless steel represents the entry-level martensitic grade, while 420 offers enhanced performance:
| Property | 410 Stainless | 420 Stainless |
|---|---|---|
| Carbon Content | 0.15% max | 0.15% min |
| Maximum Hardness | ~38 HRC | ~54 HRC |
| Edge Retention | Moderate | Good |
| Corrosion Resistance | Slightly better | Slightly lower |
| Typical Applications | General hardware, fasteners | Cutlery, surgical instruments |
| Cost | Lower | Moderate |
Selection Guidance: Choose 410 when moderate hardness and lower cost are priorities. Select 420 when edge retention, wear resistance, or higher strength are required.
420 vs 440C Stainless Steel
440C represents the premium end of cutlery-grade martensitic stainless steels, offering maximum hardness but at higher cost:
| Property | 420 Stainless | 440C Stainless |
|---|---|---|
| Carbon Content | 0.15–0.40% | 0.95–1.20% |
| Chromium Content | 12–14% | 16–18% |
| Maximum Hardness | 50–54 HRC | 58–60 HRC |
| Edge Retention | Good | Excellent |
| Corrosion Resistance | Moderate | Better than 420 |
| Wear Resistance | Good | Excellent |
| Cost | Moderate | Premium |
| Machinability | Good | More difficult |
Selection Guidance: Choose 420 for general-purpose cutlery, kitchen knives, and applications where balance of properties and cost-effectiveness matter. Select 440C for premium cutlery, bearings, and applications requiring maximum hardness and wear resistance.
Comparison with Austenitic Grades (304, 316)
For engineers considering whether martensitic or austenitic grades suit their application:
| Property | 420 (Martensitic) | 304/316 (Austenitic) |
|---|---|---|
| Hardness (Annealed) | 89–96 HRB | 70–90 HRB |
| Hardenable by Heat Treatment | Yes | No |
| Magnetic | Yes | No (generally) |
| Corrosion Resistance | Moderate | Excellent |
| Toughness | Moderate | Excellent |
| High Temperature Strength | Limited to 400°C | Good to 800°C+ |
| Cost | Lower | Higher |
What Are the Best Machining and Fabrication Guidelines for 420 Stainless Steel?
Machinability Rating
420 stainless steel in its annealed condition receives a machinability rating of approximately 70-75% relative to 1112 carbon steel (which is rated at 100%). This places it in the “moderately difficult” category, requiring attention to cutting parameters.
Recommended Machining Practices:
- Cutting Speed: 50-70 surface feet per minute (HSS tools)
- Feed Rate: 0.005-0.010 inches per revolution
- Depth of Cut: 0.050-0.150 inches
- Cutting Fluids: Sulfurized oil or water-soluble oil with EP additives
- Tool Material: Carbide preferred; cobalt HSS acceptable for lighter cuts
Forming and Bending
Forming operations should be performed in the annealed condition. The material work-hardens readily, so:
- Minimum bend radius: 2-3× material thickness (annealed)
- Springback allowance: 10-15° greater than desired angle
- Consider intermediate annealing for severe forming operations
Surface Finishing
420 stainless steel responds well to various surface finishing operations:
Polishing: Can achieve mirror finishes (Ra < 0.1 μm) with progressive polishing. Popular for high-end cutlery and mold applications.
Bead Blasting: Creates uniform matte finish, often used for tool handles and industrial applications.
Coatings: Accepts PVD coatings (TiN, DLC) for enhanced wear resistance and decorative finishes.
How Is 420 Stainless Steel Tested for Quality Control?
Non-Destructive Testing
The ferromagnetic nature of 420 stainless steel enables effective quality control through:
- Magnetic Particle Inspection (MPI): Detects surface and near-surface cracks
- Hardness Testing: Rockwell C scale (HRC) for hardened parts; Rockwell B (HRB) for annealed
- Eddy Current: Surface defect detection in bar stock and wire
Destructive Testing
For material certification and quality verification:
- Tensile Testing: Confirms mechanical properties meet specifications
- Chemical Analysis: Validates composition (particularly carbon and chromium)
- Microstructural Examination: Verifies proper heat treatment response
- Corrosion Testing: Salt spray (ASTM B117) for quality assurance
Summary and Selection Guidelines
When to Specify 420 Stainless Steel
420 stainless steel represents the optimal choice when your application requires:
✅ Moderate to high hardness (up to 54 HRC) combined with reasonable toughness
✅ Cost-effective corrosion resistance better than carbon steels
✅ Good edge retention for cutting applications
✅ Magnetic properties for specific functional requirements
✅ Biocompatibility for medical instrument applications
✅ Hardenability for wear-resistant components
When to Consider Alternatives
Consider alternative materials when your application requires:
❌ Marine or chloride-rich environments → Specify 316 or duplex grades
❌ Maximum corrosion resistance → Consider austenitic grades
❌ Continuous high-temperature service → Select precipitation-hardening grades
❌ Maximum edge retention → Evaluate 440C or powder metallurgy steels
❌ Non-magnetic properties → Specify austenitic 300-series grades
Conclusion
420 stainless steel remains one of the most practical and widely specified martensitic grades due to its balanced combination of hardness, wear resistance, and moderate corrosion protection. When properly heat treated, it delivers mechanical performance suitable for demanding cutting, tooling, and precision components, while maintaining cost-efficiency compared to higher-carbon alternatives. Its versatility across medical, industrial, and consumer applications reflects a material that performs reliably when its processing parameters are correctly controlled. However, successful implementation requires understanding its limits, particularly in chloride-rich or high-temperature environments where alternative stainless systems may offer better long-term durability.
At Align Mfg, material selection is never approached in isolation. Whether components are produced through machining, precision casting, or sand casting stainless steel, we evaluate the full performance envelope, mechanical load, corrosion exposure, dimensional tolerance, and lifecycle demands, before recommending 420 or alternative alloys. By combining metallurgical expertise with advanced manufacturing capabilities, Align Mfg ensures that stainless steel components are not only specified correctly, but processed and delivered with the consistency required for critical applications.
Frequently Asked Questions (FAQ)
What is the difference between 420 and 420J2 stainless steel?
420J2 is a Japanese standard designation (JIS) with slightly lower carbon content (0.26-0.40%) compared to standard 420. It offers slightly better corrosion resistance but lower maximum hardness. 420J2 is commonly used in lower-cost cutlery and decorative applications.
Can 420 stainless steel be used for kitchen knives?
Yes, 420 stainless steel is widely used for kitchen knives. It provides good edge retention, reasonable corrosion resistance, and is easy to sharpen. Many mid-range chef’s knives use 420 or similar martensitic grades.
Is 420 stainless steel magnetic?
Yes, 420 stainless steel is ferromagnetic due to its martensitic crystal structure. This distinguishes it from austenitic grades like 304 and 316, which are generally non-magnetic.
What is the best heat treatment for 420 stainless steel knife blades?
For knife blades, austenitize at 980-1,000°C, oil quench, and temper at 175-205°C (350-400°F) to achieve 50-54 HRC. This provides the optimal balance of hardness and toughness for cutting applications.
How does 420 stainless steel compare to carbon steel for knives?
420 stainless steel offers better corrosion resistance than carbon steels but generally cannot achieve the same maximum hardness and edge retention as high-carbon steels like 1095 or O1. However, 420 requires less maintenance (no oiling to prevent rust) and is more forgiving of abuse.
Can 420 stainless steel be welded?
Yes, but with limitations. 420 requires preheating to 150-200°C and post-weld annealing to prevent cracking. Alternative joining methods (mechanical fasteners, adhesive bonding) are often preferred.
What is the corrosion resistance of 420 stainless steel in saltwater?
420 stainless steel has limited resistance to saltwater and is not recommended for marine applications without protective coatings. Chloride ions will cause pitting and crevice corrosion over time.
Is 420 stainless steel food safe?
Yes, properly processed 420 stainless steel is food-safe and meets FDA requirements for food contact applications. It is commonly used in kitchen cutlery and food processing equipment.
How does passivation improve 420 stainless steel corrosion resistance?
Passivation (treatment with nitric or citric acid) removes surface iron contamination and enhances the chromium oxide passive layer, significantly improving corrosion resistance in mild environments.
What surface finishes are available for 420 stainless steel?
420 stainless steel can be finished with mill finishes, satin/brushed finishes, mirror polishing, bead blasting, and various PVD coatings for decorative or functional purposes.
What is Martensitic Steel? Strength, Structure, and Applications

Martensitic steel represents one of the most versatile and high-performing families of stainless steels, prized by manufacturing engineers for its exceptional strength, wear resistance, and ability to be hardened through heat treatment. First discovered in 1912 by Harry Brearley of Sheffield, England—who was originally seeking a corrosion-resistant alloy for gun barrels—martensitic stainless steel has since become indispensable across aerospace, automotive, medical, and industrial tooling applications.
Unlike austenitic stainless steels that cannot be hardened by heat treatment, martensitic steels offer engineers the unique ability to precisely control mechanical properties through carefully designed quenching and tempering processes. This characteristic, combined with their magnetic properties and moderate corrosion resistance, makes them the material of choice for applications requiring high strength, hardness, and dimensional stability under mechanical stress.
Understanding Martensitic Steel Microstructure
The Body-Centered Tetragonal Crystal Structure
The defining characteristic of martensitic steel lies in its unique body-centered tetragonal (BCT) crystal structure, which distinguishes it from other steel families. This microstructure forms through a diffusionless transformation when austenite—the face-centered cubic phase stable at high temperatures—is rapidly cooled (quenched) to room temperature.
The martensitic transformation occurs at high speeds, with the crystal structure shearing and reorienting without the diffusion of carbon atoms. This results in a supersaturated solid solution where carbon atoms become trapped in the iron lattice, creating significant internal strains. These strains are responsible for the exceptional hardness of martensite, which can reach Diamond Pyramid Hardness (DPH) values of approximately 1,000—making it the hardest and most brittle form of steel.
The Role of Chromium and Carbon
Martensitic stainless steels are primarily iron-based alloys containing 12% to 17% chromium and carbon content ranging from as low as 0.05% in Type 415 to as high as 1.2% in Type 440C. The chromium content provides the corrosion resistance that defines stainless steel, forming a passive oxide layer on the surface that protects against environmental degradation.
Carbon content serves as the primary hardening element. As carbon increases:
- Hardness and strength increase proportionally
- Wear resistance improves significantly
- Corrosion resistance decreases slightly
- Toughness and ductility decrease
- Heat treatment response becomes more pronounced
The precise balance between chromium and carbon determines whether the steel will form a martensitic structure upon heat treatment. Engineers must carefully specify these compositions based on the intended application’s requirements for hardness, corrosion resistance, and toughness.
Heat Treatment Processes for Martensitic Steel
The Quenching and Tempering Cycle
The heat treatment of martensitic steel follows a precise two-stage process that transforms the material from a relatively soft, workable condition into a high-strength, hardened state. This process, commonly abbreviated as QT (Quench and Temper), requires careful temperature control and timing.
Austenitizing: The first step involves heating the steel to an austenitizing temperature, typically between 925°C and 1,040°C (1,700°F to 1,900°F), depending on the specific grade and carbon content. At this temperature, the steel transforms completely to austenite, with carbon dissolving into the iron matrix. Holding time at temperature ensures uniform carbon distribution and complete phase transformation.
Quenching: Immediately after austenitizing, the steel must be cooled rapidly to prevent the formation of softer phases like pearlite or bainite. Quenching media options include:
- **Oil**: Provides moderate cooling rates suitable for most martensitic grades, minimizing distortion and cracking risk
- **Water**: Offers faster cooling for thicker sections but increases distortion and cracking potential
- **Polymer quenchants**: Modern alternatives providing controlled cooling rates with reduced environmental concerns
- **Air**: Used for some highly alloyed grades where transformation kinetics allow slower cooling
The rapid cooling arrests carbon diffusion, forcing the formation of martensite. The resulting structure is extremely hard but also brittle and internally stressed.
Tempering: Untempered martensite is too brittle for most engineering applications. Tempering involves reheating the quenched steel to a temperature typically between 200°C and 700°C (400°F to 1,300°F), holding for a specified time, and then cooling. This process:
- Reduces internal stresses
- Improves toughness and ductility
- Decreases hardness to a controllable level
- Precipitates fine carbides that enhance strength
Higher tempering temperatures produce softer, tougher material, while lower temperatures maintain higher hardness with reduced toughness. Engineers select tempering parameters based on the required balance of properties for the specific application.
Sub-Zero Treatments
For applications requiring maximum hardness and dimensional stability, martensitic steels may undergo cryogenic treatment after quenching. Cooling to temperatures as low as -73°C (-100°F) or even liquid nitrogen temperatures (-196°C) ensures complete transformation of retained austenite to martensite. This process:
- Increases hardness by 1-3 HRC points
- Improves wear resistance
- Enhances dimensional stability
- Reduces retained austenite content to near-zero levels
Common Martensitic Steel Grades and Specifications
Type 410: The General-Purpose Grade
Type 410 stainless steel contains approximately 11.5-13.5% chromium and a maximum of 0.15% carbon. As the most widely used martensitic grade, it offers:
- Good corrosion resistance in mild environments
- Excellent machinability in the annealed condition
- Moderate strength after heat treatment
- Cost-effective performance for general applications
Typical applications include pump shafts, valve components, turbine blades, and fasteners where moderate corrosion resistance combines with strength requirements. Tensile strengths of 600-900 MPa (87-131 ksi) are achievable in the hardened and tempered condition.
Type 420: Enhanced Hardness
Increasing carbon content to a minimum of 0.15%, Type 420 provides improved hardenability and higher attainable hardness compared to Type 410. With proper heat treatment, this grade achieves:
- Hardness levels up to 50-55 HRC
- Better wear resistance
- Suitable for cutlery, surgical instruments, and molds
- Good polishability for plastic injection applications
Type 420 is widely used for kitchen knives, surgical scalpels, and plastic injection molds where a combination of hardness, corrosion resistance, and fine surface finish is required.
Type 440 Series: Maximum Hardness
The 440 series represents the high-carbon end of martensitic stainless steels, available in three variants:
Type 440A: 0.60-0.75% carbon provides good hardness with improved toughness and corrosion resistance compared to higher-carbon variants.
Type 440B: 0.75-0.95% carbon offers intermediate properties, balancing hardness and corrosion resistance.
Type 440C: Containing 0.95-1.20% carbon and 16-18% chromium, this grade achieves the highest hardness of all stainless steels, reaching 58-60 HRC after proper heat treatment. Applications include:
- High-quality ball bearings and races
- Valve components
- Knife blades requiring exceptional edge retention
- Measuring instruments
- Mold cavities for abrasive plastics
Type 431: Nickel-Modified Martensitic
Type 431 incorporates 1.25-2.50% nickel, which provides:
- Improved corrosion resistance compared to standard martensitic grades
- Enhanced toughness, particularly in the transverse direction
- Better high-temperature strength
- Reduced tendency for temper brittleness
This grade finds application in aircraft fittings, pump shafts, and marine hardware where improved corrosion performance is necessary.
CA6NM (EN 1.4313): The Power Generation Standard
Grade EN 1.4313, also known as CA6NM or 13Cr-4Ni, represents a low-carbon martensitic stainless steel with approximately 4% nickel addition. This grade offers:
- Excellent weldability for a martensitic steel
- Good toughness at cryogenic temperatures
- Superior cavitation and erosion resistance
- Good corrosion resistance in fresh water and mild chemical environments
Remarkably, CA6NM is used for nearly all hydroelectric turbines worldwide, including the massive turbines at China’s Three Gorges Dam. The combination of strength, corrosion resistance, and ability to withstand the erosive forces of high-velocity water makes it irreplaceable for this application.
Comparison with Other Stainless Steel Families
Martensitic vs. Austenitic Stainless Steel
| Property | Martensitic (410) | Austenitic (304) |
|---|---|---|
| Crystal Structure | Body-centered tetragonal | Face-centered cubic |
| Magnetic Properties | Magnetic | Non-magnetic |
| Hardenability | Hardenable by heat treatment | Not hardenable by heat treatment |
| Strength (annealed) | 275–550 MPa | 515 MPa |
| Strength (hardened) | 1200–1700 MPa | Work hardening only |
| Corrosion Resistance | Moderate | Excellent |
| Cost | Lower | Higher |
| Weldability | Limited | Excellent |
Austenitic stainless steels, primarily the 300 series, derive their corrosion resistance from higher chromium content (18-20%) and nickel additions (8-10.5%). While they cannot be hardened by heat treatment, they offer superior corrosion resistance and formability. Austenitic grades work-harden significantly during forming operations, which can increase strength but complicate machining.
Manufacturing engineers select between these families based on whether the application requires heat-treatable strength (martensitic) or maximum corrosion resistance with good formability (austenitic).
Martensitic vs. Ferritic Stainless Steel
| Property | Martensitic (410) | Ferritic (430) |
|---|---|---|
| Carbon Content | 0.15% max | 0.12% max |
| Hardenability | Hardenable | Not hardenable |
| Strength | High (when hardened) | Moderate |
| Toughness | Moderate to high | Limited |
| Applications | Tools, fasteners, shafts | Automotive trim, appliances |
Ferritic stainless steels, also in the 400 series (Types 409, 430, 439), contain similar chromium levels but lower carbon. Their body-centered cubic (BCC) structure remains stable at all temperatures, preventing the martensitic transformation. While less expensive than martensitic grades, they cannot achieve high hardness through heat treatment and generally offer lower strength.
Martensitic vs. Precipitation-Hardening (PH) Stainless Steel
Precipitation-hardening grades like 17-4PH offer an intermediate solution between martensitic and austenitic families. These grades:
- Maintain austenitic or martensitic structures with additional precipitation-hardening elements (copper, niobium, aluminum)
- Achieve high strength through low-temperature aging rather than high-temperature quenching
- Offer better corrosion resistance than standard martensitic grades
- Provide better weldability and less distortion during heat treatment
For applications requiring the highest strength-to-weight ratios with good corrosion resistance, PH grades may be preferred, though at higher cost.
Applications in Key Industries
Aerospace Engineering
The aerospace industry relies on martensitic stainless steels for critical components where strength-to-weight ratio and reliability are paramount. Specific applications include:
Fasteners and Fittings: Type 431 and Custom 450 (a precipitation-hardening variant) provide the high strength required for airframe fasteners that must withstand vibration, fatigue, and corrosive environments at altitude. The ability to heat-treat these components to precise hardness levels ensures consistent clamping forces and fatigue resistance.
Landing Gear Components: Certain martensitic and PH grades withstand the impact loads and abrasion encountered during takeoff and landing. Their wear resistance prevents premature failure in sliding contact areas.
Engine Components: Selected grades resist the elevated temperatures and corrosive combustion products in turbine engines, though nickel-based superalloys typically handle the hottest sections.
Automotive Manufacturing
Modern automotive engineering exploits martensitic steels in several key areas:
Exhaust Systems: While ferritic grades dominate exhaust applications due to cost, martensitic grades serve in high-temperature valve and turbocharger components where strength requirements exceed ferritic capabilities.
Fuel Injection Systems: Type 420 and 440C provide the wear resistance and dimensional stability required for precision fuel injectors operating millions of cycles over a vehicle’s lifetime.
Transmission Components: Gear shift forks, synchronizer hubs, and certain bearing races utilize martensitic steels for wear resistance and fatigue life.
High-Performance Applications: Racing and high-performance vehicles employ martensitic steels in suspension components, steering racks, and braking systems where strength and reliability under extreme conditions are essential.
Medical and Surgical Instruments
The medical industry represents one of the most demanding applications for martensitic stainless steels, where performance directly impacts patient outcomes:
Surgical Cutlery: Scalpels, scissors, and osteotomes require the exceptional hardness and edge retention provided by Type 420 and 440C. These instruments must maintain sharp cutting edges through repeated sterilization cycles and extended use.
Dental Instruments: Similar requirements apply to dental picks, excavators, and cutting instruments, where precision and longevity are critical.
Orthopedic Tools: Bone saws, drills, and reamers utilize martensitic steels for cutting efficiency and sterilization compatibility. The materials must withstand autoclave temperatures and aggressive chemical sterilants without degradation.
Industrial Tooling and Manufacturing
Plastic Injection Molds: Type 420 modified grades provide the combination of hardness (48-52 HRC), corrosion resistance to plastic decomposition products, and polishability required for molding optical-quality and cosmetic plastic parts. The martensitic structure maintains dimensional stability through millions of molding cycles.
Cutting Tools and Dies: High-speed steel tools often incorporate martensitic microstructures achieved through sophisticated heat treatments involving multiple tempering cycles. These tools cut metals, plastics, and composites at high speeds while maintaining cutting edges.
Bearings and Wear Components: The 440C grade dominates stainless steel bearing applications, offering the hardness and wear resistance necessary for rolling contact fatigue environments. Applications include food processing equipment, marine hardware, and medical devices where lubrication may be limited.
Energy and Power Generation
Hydroelectric Turbines: As previously mentioned, CA6NM (EN 1.4313) serves as the material of choice for hydroelectric turbine runners and wicket gates. The material withstands:
- Cavitation erosion from collapsing vapor bubbles
- Sand and sediment erosion in river water
- Cyclic loading from varying power demands
- Decades of service without replacement
Steam Turbines: Certain martensitic grades serve in steam turbine blades and rotors where moderate temperatures and high centrifugal stresses combine.
Oil and Gas: Downhole tools, valve components, and wellhead equipment utilize martensitic steels for strength and resistance to corrosive production fluids containing CO₂ and H₂S.
Manufacturing Considerations
Machinability
Martensitic stainless steels present unique machining challenges that manufacturing engineers must address:
Annealed Condition: In the annealed (soft) condition, Types 410 and 420 machine similarly to free-machining carbon steels, though they work-harden more rapidly. Sharp cutting tools, adequate coolant, and moderate cutting speeds optimize tool life and surface finish.
Hardened Condition: Once hardened to 40+ HRC, these steels become abrasive and difficult to machine. Grinding, electrical discharge machining (EDM), or specialized hard-turning techniques become necessary.
Type 416: The free-machining variant contains added sulfur (0.15% minimum), which forms manganese sulfide inclusions that break chips and reduce tool wear. This grade sacrifices some corrosion resistance and transverse toughness for improved machinability.
Weldability Considerations
Welding martensitic stainless steels requires careful procedure control due to:
Hardening in the Heat-Affected Zone (HAZ): Rapid cooling in the HAZ can create brittle, crack-susceptible martensite. Preheating to 200-300°C (400-570°F) and controlled post-weld heat treatment minimize this risk.
Hydrogen Cracking: The hard microstructure is susceptible to hydrogen-induced cracking. Low-hydrogen electrodes, dry shielding gases, and proper baking of consumables are essential.
Matching Filler Metals: When corrosion resistance is secondary to strength, matching filler metals (Type 410, 420) may be used. For improved weldability, austenitic fillers (308L, 309L) are often preferred, accepting lower strength in the weld metal.
Post-Weld Heat Treatment: Most welded martensitic steel components require tempering or full re-heat treatment to restore toughness and relieve residual stresses.
Forming and Fabrication
Hot Forming: Martensitic steels can be hot-formed at temperatures between 1,100°C and 900°C (2,000°F to 1,650°F), followed by slow cooling and subsequent heat treatment to develop properties.
Cold Forming: In the annealed condition, moderate cold forming is possible, though work-hardening occurs rapidly. Severe forming operations may require intermediate annealing.
Surface Finishing: The ability to achieve mirror finishes makes martensitic grades popular for decorative and functional applications. Mechanical polishing, electropolishing, and passivation treatments enhance corrosion resistance and appearance.
Quality Control and Testing
Non-Destructive Testing
The magnetic nature of martensitic stainless steels enables several important quality control methods:
Magnetic Particle Inspection (MPI): Surface and near-surface cracks, seams, and inclusions are readily detected using MPI, which is not possible with non-magnetic austenitic grades.
Eddy Current Testing: Conductivity measurements and eddy current testing assess heat treatment consistency and detect surface defects in finished components.
Ultrasonic Testing: Internal soundness and dimensional verification utilize ultrasonic methods similar to those applied to carbon and alloy steels.
Hardness Testing
Rockwell C (HRC) hardness testing serves as the primary quality control method for heat-treated martensitic steels. Typical acceptance criteria specify:
- Minimum hardness for wear applications
- Maximum hardness for toughness requirements
- Hardness range for specific tempering conditions
Vickers (HV) and Brinell (HB) testing provide alternatives for specific applications or when surface treatments create thin hard layers.
Corrosion Testing
While martensitic grades do not match austenitic corrosion resistance, standardized tests verify performance:
Salt Spray Testing (ASTM B117): 24-500 hour exposures assess resistance to chloride environments.
Pitting Resistance Testing: Electrochemical methods determine critical pitting temperatures and corrosion potentials.
Intergranular Corrosion Testing: Sensitization from improper heat treatment is detected using ASTM A262 practices.
Conclusion
Martensitic stainless steel continues to play a decisive role in high-performance engineering applications where strength, hardness, and dimensional stability must be precisely controlled. Its heat-treatable microstructure allows engineers to tailor mechanical properties to exact operational demands, whether for surgical instruments, turbine components, aerospace fittings, or industrial tooling. By understanding the relationship between composition, heat treatment, and final performance, manufacturers can confidently specify martensitic grades that balance wear resistance with corrosion protection. In modern production environments—where material reliability directly affects lifecycle cost and operational safety—this level of metallurgical control is not optional; it is foundational.
At Align Mfg, we apply this materials expertise across advanced manufacturing processes, including investment casting steel materials for complex, high-strength components that require tight tolerances and consistent mechanical performance. By integrating metallurgical knowledge with precision casting capabilities, we help engineering teams select and process the right stainless steel grade for demanding applications. Whether the requirement involves martensitic alloys for wear-critical parts or alternative stainless systems for enhanced corrosion resistance, Align Mfg delivers engineered casting solutions built on technical understanding, process control, and long-term performance reliability.
Frequently Asked Questions
What makes martensitic steel different from other stainless steels?
Martensitic steel is unique because it can be hardened through heat treatment (quenching and tempering), unlike austenitic stainless steels. It has a body-centered tetragonal crystal structure, is magnetic, and contains 12-17% chromium with carbon content from 0.05% to 1.2%.
Can martensitic stainless steel be welded?
Yes, but with precautions. Martensitic steels require preheating to 200-300°C, low-hydrogen electrodes, and post-weld heat treatment to prevent cracking and restore toughness. Austenitic filler metals are often used to improve weldability.
What is the hardest grade of martensitic stainless steel?
Type 440C is the hardest martensitic stainless steel, achieving 58-60 HRC after proper heat treatment. It contains 0.95-1.20% carbon and is used for high-quality bearings and knife blades.
How does quenching and tempering work for martensitic steel?
Quenching involves heating to 925-1,040°C to form austenite, then rapid cooling to trap carbon and create hard martensite. Tempering reheats the steel to 200-700°C to reduce brittleness while maintaining strength.
What are the main applications of martensitic steel?
Key applications include surgical instruments, cutlery, ball bearings, pump shafts, valve components, turbine blades, plastic injection molds, aerospace fasteners, and automotive components requiring wear resistance.
Is martensitic steel magnetic?
Yes, martensitic stainless steels are ferromagnetic due to their body-centered tetragonal crystal structure. This distinguishes them from austenitic stainless steels, which are non-magnetic.
How does martensitic steel compare to tool steel?
Martensitic stainless steels offer moderate corrosion resistance that tool steels lack, but generally cannot achieve the same maximum hardness or red-hardness (high-temperature hardness) as specialized tool steels like M2 or D2.
What is CA6NM steel used for?
CA6NM (EN 1.4313) is a low-carbon martensitic steel with 4% nickel used primarily for hydroelectric turbine runners and components due to its excellent cavitation and erosion resistance combined with good weldability.
Can martensitic steel be used in corrosive environments?
Martensitic steels offer moderate corrosion resistance in fresh water, mild chemicals, and atmospheric exposure. However, they are not suitable for highly corrosive environments like marine applications or aggressive chemicals where austenitic grades would be preferred.
What is the difference between 410 and 420 stainless steel?
Type 420 has higher carbon content (minimum 0.15% vs. maximum 0.15% for 410), allowing it to achieve higher hardness after heat treatment. Type 420 is preferred for cutlery and surgical instruments, while Type 410 serves general-purpose applications.
What is 440C Stainless Steel? Properties & Knife Applications

Grade 440C stainless steel represents the pinnacle of hardness and wear resistance among all stainless steel grades. As a high-carbon martensitic stainless steel, it has earned its reputation as the go-to material for applications requiring exceptional strength, durability, and the ability to maintain a sharp edge under demanding conditions. From precision ball bearings in critical machinery to surgical instruments and high-performance knife blades, 440C delivers performance that few other materials can match.
Understanding 440C Stainless Steel Composition and Classification
What Makes 440C Unique in the 440 Series
The 440 series of stainless steels includes three primary grades: 440A, 440B, and 440C. While all three share similar base characteristics, 440C stands apart due to its significantly higher carbon content. This elevated carbon level enables 440C to achieve the highest hardness, wear resistance, and strength of any stainless steel grade in the series after proper heat treatment.
Grade 440A contains 0.60–0.75% carbon, making it the most corrosion-resistant but least hardenable of the three. Grade 440B contains 0.75–0.95% carbon, offering a balance between hardness and corrosion resistance. In contrast, 440C contains 0.95–1.20% carbon, allowing it to achieve maximum hardness levels of 58–60 HRC and up to 62 HRC with optimized heat treatment.
Technical Specifications and Standards
Understanding official designations is essential for procurement, compliance, and engineering documentation. 440C stainless steel is recognized under the following standards:
- UNS Number: S44004
- ASTM Standard: A276
- SAE Grade: 51440C
- Euronorm: 1.4125
- DIN: X105CrMo17
- JIS: SUS 440C
These standardized identifiers ensure consistent material quality across global supply chains.
Detailed Chemical Composition
The performance characteristics of 440C stainless steel are driven by its chemical composition:
- Carbon (0.95–1.20%) – Primary hardening element responsible for high strength and wear resistance
- Chromium (16.0–18.0%) – Provides corrosion resistance and forms chromium carbides
- Manganese (≤1.00%) – Improves hardenability
- Silicon (≤1.00%) – Acts as a deoxidizer
- Molybdenum (≤0.75%) – Enhances corrosion resistance and strength
- Iron (Balance) – Base element
The combination of high carbon and chromium enables the formation of hard chromium carbides, which significantly enhance wear resistance.
Mechanical and Physical Properties
Hardness and Strength Characteristics
After proper heat treatment, 440C stainless steel achieves exceptional mechanical properties:
- Hardness: 58–60 HRC (up to 62 HRC possible)
- Tensile Strength: 1,750–2,030 MPa
- Yield Strength: 1,230–1,900 MPa
These values position 440C among the hardest commercially available stainless steels.
Physical Properties
Key physical properties include:
- Density: 7,650 kg/m³
- Elastic Modulus: 200 GPa
- Thermal Conductivity: 24.2 W/m·K
These characteristics contribute to dimensional stability and reliable mechanical performance under load.
Heat Treatment for Maximum Performance
Hardening Procedure
To achieve optimal hardness and wear resistance, 440C undergoes a controlled heat treatment process:
- Preheating: Heat to approximately 760°C (1,400°F)
- Austenitizing: Raise temperature to 1,010–1,065°C
- Quenching: Oil quench or air cool
This process transforms the microstructure into martensite, enabling maximum hardness.
Tempering
Tempering fine-tunes the final mechanical properties.
- Low-temperature tempering (150–370°C) produces maximum hardness of 58–60 HRC.
- For knife applications, tempering at 200–230°C typically delivers an ideal balance of hardness and toughness.
Why 440C is Popular for Knives and Bearings
Superior Edge Retention in Knife Applications
440C is widely used in cutlery due to its exceptional edge retention and wear resistance.
Its hardness of 58–60 HRC allows blades to resist edge deformation during cutting. The high carbon content produces abundant chromium carbides, which improve abrasion resistance. At the same time, its 16–18% chromium content provides sufficient corrosion resistance for kitchen and outdoor environments.
Anti-Friction Properties in Bearing Applications
440C dominates the market for rolling element bearings used in corrosive or high-humidity environments. Its combination of high hardness, dimensional stability, and moderate corrosion resistance makes it ideal for:
- Aerospace bearings
- Medical and dental equipment
- Food processing machinery
- Marine components
Comparison with Other Blade Steels
| Property | 440C | D2 |
|---|---|---|
| Carbon Content | 0.95–1.20% | 1.40–1.60% |
| Chromium Content | 16–18% | 11–13% |
| Hardness | 58–60 HRC | 58–62 HRC |
| Corrosion Resistance | Good | Moderate |
440C vs. D2 Tool Steel
D2 contains higher carbon (1.40–1.60%) but lower chromium (11–13%). While both steels achieve similar hardness ranges (58–62 HRC), 440C offers superior corrosion resistance, making it more suitable for humid or wet conditions.
440C vs. 154CM Stainless Steel
154CM was developed as a modification of 440C with increased molybdenum content. This addition improves hot hardness and toughness, though often at higher cost. 440C remains more widely available and cost-effective.
440C vs. VG-10 Japanese Stainless Steel
VG-10 generally provides enhanced edge retention and toughness due to its refined alloy design. However, 440C offers comparable hardness with better global availability and competitive pricing.
Industrial Applications Beyond Knives
Although often associated with cutlery, 440C serves a broad range of industrial applications.
Ball Bearings and Rolling Elements
440C is considered the premier material for corrosion-resistant ball bearings due to its hardness and wear resistance.
Valve Components and Seats
Its strength and wear resistance make it suitable for:
- Ball valve components
- Valve seats
- Needle valve parts
Molds and Dies
440C is also used in:
- Plastic injection molds
- Blow molds
- Extrusion dies
Its hardness and dimensional stability support extended service life in tooling applications.
Conclusion
440C stainless steel continues to set the benchmark for high-hardness martensitic stainless grades, offering exceptional wear resistance, edge retention, and mechanical strength when properly heat treated. Its high carbon and chromium content allow it to achieve hardness levels up to 60–62 HRC, making it ideal for knife blades, precision bearings, valve components, and other wear-critical applications. While it requires careful processing and is less suitable for highly chloride-rich environments, 440C remains a proven, performance-driven material where strength and durability are prioritized over extreme corrosion resistance.
At Align Mfg, we apply this metallurgical understanding to deliver precision components manufactured from advanced investment casting steel materials, including high-performance grades like 440C. By combining material expertise with controlled casting and post-processing techniques, we ensure optimal microstructure, hardness consistency, and dimensional accuracy for demanding industrial applications. Whether producing wear-resistant components or high-strength mechanical parts, Align Mfg focuses on aligning material science with manufacturing precision to achieve long-term performance reliability.
Frequently Asked Questions
What is the maximum hardness achievable with 440C?
With optimal heat treatment, 440C can achieve 60–62 HRC.
Is 440C truly stainless steel?
Yes. With 16–18% chromium content, 440C qualifies as a martensitic stainless steel.
Can 440C be used for ball bearings?
Absolutely. It is widely recognized as the preferred material for corrosion-resistant ball bearings.
What is the best tempering temperature for 440C knife blades?
Tempering at 200–230°C typically produces 58–60 HRC, balancing hardness and toughness.
Is 440C magnetic?
Yes. Due to its martensitic structure, 440C is ferromagnetic.
Tempering vs Hardening: What’s the Difference in Steel Treatment?

Steel is one of the most versatile materials used across various industries, from construction to automotive manufacturing. Its unique physical properties can be significantly altered through various treatment processes, primarily hardening and tempering. Understanding these two treatments is crucial for selecting the right material for specific applications.
In this article, we will explore what hardening and tempering entail, their differences, the processes involved, and their impact on the properties of steel.
Understanding Steel Treatment
Before delving into the specifics of hardening and tempering, let’s first understand why steel treatment is necessary. Steel is an alloy primarily made up of iron and carbon, and its mechanical properties can be enhanced through controlled heat treatment processes. These processes can improve hardness, tensile strength, ductility, and toughness.
Hardening
Hardening is a heat treatment process that increases the hardness of steel. It generally involves the following steps:
- Heating: The steel is heated to a specific temperature, usually above its critical temperature, where it transforms from a ferritic (soft) phase to austenitic (hard) phase. This temperature can vary depending on the alloying elements present in the steel.
- Quenching: Once the steel reaches the desired temperature, it is rapidly cooled or “quenched” using water, oil, or air. This rapid cooling transforms the austenite into martensite, a much harder phase of steel.
- Resulting Properties: The resulting steel is hard and wear-resistant, making it suitable for applications requiring high durability, such as cutting tools, gears, and springs.
Advantages of Hardening
- Increased hardness and strength
- Enhanced wear resistance
- Improved tensile strength
Disadvantages of Hardening
- Reduced ductility (the ability to deform without breaking)
- Increased brittleness, which can lead to failure under impact or stress
Tempering
Tempering is a subsequent heat treatment process often performed after hardening. The main goal of tempering is to reduce the brittleness of hardened steel while maintaining most of its hardness. The tempering process encompasses the following steps:
- Heating: The hardened steel is reheated to a lower temperature, typically between 150°C and 700°C (302°F to 1292°F), depending on the desired properties.
- Soaking: The steel is held at this temperature for a specified period, allowing for some of the internal stresses to relieve and the martensite phase to transform into tempered martensite.
- Cooling: After the soaking period, the steel is cooled, usually at room temperature.
Resulting Properties
Through tempering, the steel retains significant hardness but gains improved toughness, ductility, and resilience. This balance makes tempered steel suitable for a wider range of applications, especially where impact resistance is critical.
Advantages of Tempering
- Improved ductility and toughness
- Reduced internal stress
- Better resistance to cracking and failure
Disadvantages of Tempering
- A slight reduction in hardness compared to fully hardened steel
- Requires additional processing time and energy
Key Differences Between Hardening and Tempering
| Aspect | Hardening | Tempering |
| Purpose | Increase hardness and strength | Reduce brittleness and improve toughness |
| Process | Heating followed by rapid quenching | Reheating the hardened steel to a lower temperature |
| Result | Hard, brittle steel | Hard steel with improved ductility and toughness |
| Temperature Range | Above critical temperature | Below critical temperature |
| Sequence | Typically the first step | Usually follows hardening |
| Applications | Cutting tools, dies, and structural components | Springs, gears, and applications requiring more flexibility |
Applications in Industry
Both hardening and tempering play crucial roles across several industries. Here are a few examples where each process is predominantly used:
Applications of Hardened Steel:
- Cutting Tools: Drill bits, saw blades, and tool edges require extreme hardness to withstand wear.
- Construction: Reinforced structures often use hardened steel to ensure durability under heavy loads
- Automotive Industry: Components like crankshafts and gears must endure high stress and fatigue.
Applications of Tempered Steel:
- Structural Components: Beams, plates, and frames that require a combination of strength and ductility to withstand various forces.
- Automotive Springs: Car suspensions require materials that can endure repeated stress without failing.
- Industrial Machinery: Components that must endure both torque and impact, like axles and levers.
Conclusion
Understanding the differences between tempering and hardening is crucial for anyone involved in metalworking. While hardening increases hardness and wear resistance, tempering reduces brittleness and enhances toughness. Properly applying these processes ensures that steel meets specific performance requirements, making it durable in challenging environments.
In countries like Thailand, where metal fabrication is expanding, effective hardening and tempering processes in metal fabrication Thailand are essential for producing high-quality, resilient products that align with global standards. Mastering these techniques will enhance competitiveness and drive advancements in the industry.
What is Ductile Iron? Properties, Strengths, and Industrial Uses

Ductile iron, also known as nodular iron or spheroidal graphite iron, is a type of cast iron known for its high strength, toughness, and durability. It combines the castability and cost advantages of traditional cast iron with mechanical properties closer to steel, making it a popular material across many industries.
This article explains what ductile iron is, its key properties and strengths, and where it is commonly used.
What Is Ductile Iron?
Ductile iron is a cast iron alloy in which the graphite forms as small, rounded nodules rather than flakes. This structure is achieved by adding small amounts of magnesium or cerium to molten iron during production.
In traditional gray cast iron, graphite appears as sharp flakes that create weak points and make the material brittle. In ductile iron, the spherical graphite nodules reduce stress concentration and allow the metal to bend or deform without cracking. This microstructure gives ductile iron its defining characteristic: high ductility combined with excellent strength.
Composition and Production
Ductile iron is primarily made from pig iron, along with several alloying elements such as carbon (3.0% to 4.0%), silicon (2.0% to 3.0%), and small amounts of manganese, phosphorus, and sulfur. The production process involves:
- Melting of Iron: Raw materials are melted in a furnace.
- Inoculation: Magnesium is added to the molten iron to promote the formation of spheroidal graphite.
- Casting: The molten iron is poured into molds to create the desired shapes.
- Cooling: The cast components are cooled slowly to develop the properties of ductile iron.
Key Properties of Ductile Iron
1. High Strength and Toughness
Ductile iron has much higher tensile and yield strength than gray cast iron. Depending on the grade, its tensile strength typically ranges from about 400 to over 900 MPa. It can also absorb significant impact energy, making it resistant to shock and fatigue.
2. Excellent Ductility
As the name suggests, ductile iron can stretch and deform before breaking. Elongation values commonly range from 2% to over 18%, depending on grade and heat treatment. This ductility helps components withstand dynamic loads and sudden stresses.
3. Good Wear and Fatigue Resistance
The nodular graphite structure improves fatigue life and wear resistance. Ductile iron performs well in applications involving repeated loading, vibration, or friction.
4. Good Machinability
Despite its strength, ductile iron is relatively easy to machine compared to steel. The graphite nodules act as chip breakers and provide a degree of self-lubrication, reducing tool wear and machining time.
5. Corrosion Resistance
Ductile iron offers moderate corrosion resistance, especially when combined with protective coatings, linings, or alloying elements. For applications like pipelines, additional surface treatments are often used to extend service life.
6. Castability and Design Flexibility
Like other cast irons, ductile iron can be cast into complex shapes with high dimensional accuracy. This allows designers to create integrated parts that would be difficult or costly to manufacture from steel.
Strengths of Ductile Iron
The strengths of ductile iron are primarily attributed to its unique microstructure and alloying elements:
- Impact Resistance – Ductile iron’s structure provides excellent impact resistance, allowing it to absorb energy from sudden shocks without fracturing.
- Thermal Conductivity – It has good thermal conductivity, making it effective for heat transfer applications.
- Low Shrinkage – Ductile iron exhibits minimal shrinkage during the solidification process compared to other casting materials, reducing defects in the final product.
- Versatile Mechanical Properties – By adjusting the composition and production process, manufacturers can tailor the mechanical properties of ductile iron to fit specific application requirements.
Common Grades of Ductile Iron
Ductile iron grades are typically classified based on tensile strength, yield strength, and elongation. Examples include:
- Ferritic ductile iron: High ductility and good impact resistance
- Pearlitic ductile iron: Higher strength and wear resistance
- Ferritic-pearlitic ductile iron: Balanced properties for general use
- Austempered ductile iron (ADI): Very high strength-to-weight ratio and excellent fatigue resistance
Each grade is selected based on performance requirements and operating conditions.
Industrial Uses of Ductile Iron
Ductile iron’s unique properties make it ideal for a variety of industrial applications. Some of the most common uses include:
Automotive Components
Ductile iron is widely used in automotive parts such as crankshafts, engine blocks, and gears. Its strength-to-weight ratio makes it ideal for critical components that require both durability and reduced weight.
Pipelines and Fittings
Due to its corrosion resistance and strength, ductile iron is commonly used in water and sewage pipelines, as well as fittings and valves, ensuring reliable operation under high-pressure conditions.
Construction Materials
Ductile iron is used in various construction applications, including manhole covers, drainage grates, and support brackets. Its durability and load-bearing capacity are instrumental in infrastructure projects.
Conclusion
Ductile iron represents a significant advancement in materials science, offering an exceptional blend of strength, ductility, and resistance to wear and corrosion. Its unique properties make it suitable for a variety of applications, from automotive components to pipelines and construction materials.
As industries evolve, ductile iron remains crucial for innovation across sectors. Understanding its capabilities is essential for engineers and manufacturers, particularly at AlignMFG, where high-quality materials and advanced manufacturing techniques are prioritized to effectively meet client needs.
Casting vs Forging in Automotive Manufacturing: Which is Better?

In the world of automotive manufacturing, the choice of material processing methods significantly impacts the quality, performance, and cost of vehicle components. Two primary techniques, casting and forging, stand out for their unique advantages and applications. This article delves into casting and forging, comparing their processes, benefits, disadvantages, and the contexts in which each method is preferable.
What is Casting?

Casting is a manufacturing process where liquid material (usually metal) is poured into a mold to achieve a desired shape. Once the material cools and solidifies, it takes the form of the mold, allowing for intricate designs and complex geometries. The casting process includes several methods, such as sand casting, investment casting, and die casting, each with specific applications depending on the type of material and the required precision.
Key Characteristics of Casting:
- Complex Shapes: Casting can create more complex and intricate geometries that may be difficult or impossible to achieve with other manufacturing processes.
- Material Versatility: A wide range of materials can be used in casting, including aluminum, iron, and magnesium alloys.
- Scale Production: Efficient for large-scale production, especially when producing multiple parts that share identical geometries.
What is Forging?

Forging, on the other hand, involves shaping metal using localized compressive forces. This technique often employs hammers or presses to deform the metal into a desired shape. Like casting, forging also offers various methods, including open-die forging, closed-die forging, and precision forging.
Key Characteristics of Forging:
- Strength and Durability: Forged parts typically have enhanced mechanical properties due to the work-hardening of the material, offering better strength, fatigue resistance, and ductility.
- Less Waste: Forging usually results in less material waste compared to casting, as it involves deforming existing material rather than creating a new piece from molten metal.
- Lower Tolerances: Forged components often have tighter tolerances than cast parts, which can be crucial in applications where precision is key.
Comparison of Casting and Forging
When deciding whether to use casting or forging in automotive manufacturing, several factors come into play. Let’s compare the two processes based on various criteria:
1. Mechanical Properties
- Casting – The mechanical properties of cast parts can vary widely depending on the material used and the casting method employed. Generally, casting can lead to defects such as porosity and inclusions, impacting strength.
- Forging – Forged components typically exhibit superior mechanical properties such as greater strength and toughness. The process refines the internal grain structure of the metal, leading to improved performance in high-stress applications.
2. Geometric Complexity
- Casting – It excels in producing complex shapes and cavities that are difficult to achieve with forging. This makes it an excellent choice for components with intricate designs, such as engine blocks or cylinder heads.
- Forging – While forging may be limited in geometric complexity, it is more suitable for simpler, high-performance parts such as crankshafts, connecting rods, and gears.
3. Production Volume
- Casting – Best suited for large production runs due to its ability to easily replicate complex shapes. Once a mold is created, casting can be a cost-effective method for producing thousands of parts.
- Forging – Forging is often more economical for lower production volumes but can be costly for high volumes due to the machinery and tooling required for each component.
4. Material Waste
- Casting – Can produce considerable waste, especially if the design is not optimized. The excess material that does not fill the mold must be trimmed away.
- Forging – Generally incurs less waste as the bulk material is transformed into the final shape, retaining more of the original stock.
5. Cost Considerations
- Casting – The initial investment for molds can be high, but the low-cost per unit during mass production can offset this. Casting is typically the cheaper option for producing complex parts in bulk.
- Forging – The cost of manufacturing forged components can be higher due to the equipment requirements and lower production rates. However, the enhanced properties and performance of forged parts may justify the higher costs in applications where reliability is crucial.
Applications in the Automotive Industry
Both casting and forging play vital roles in automotive manufacturing, but their applications differ significantly:
Casting Applications:
- Engine blocks
- Cylinder heads
- Transmission cases
- Complex housings and brackets
Forging Applications:
- Crankshafts
- Connecting rods
- Gears
- Suspension components
Which Is Better?
There’s no single answer. The choice between casting and forging depends on application requirements, performance goals, cost constraints, and production volume:
| Criteria | Casting | Forging |
| Strength & Durability | Moderate | Excellent |
| Design Complexity | Excellent | Good |
| Cost Efficiency | Better for large runs | Higher tooling cost |
| Material Waste | Lower | Higher (but improving) |
| Production Speed | Faster | Slower |
In summary:
- Use forging for structural and high-stress components where strength matters most.
- Choose casting for complex shapes and high-volume parts where cost and flexibility are priorities.
Conclusion
In summary, both casting and forging have their advantages and disadvantages within automotive manufacturing. The choice between the two ultimately hinges on the specific needs of the application and the performance requirements of the components being made.
Additionally, the incorporation of automation in the casting process can enhance efficiency and consistency, making it a more appealing option for certain applications. By carefully evaluating these factors, manufacturers can select the most appropriate method to meet their production goals and ensure the performance of their vehicles.
What is Quenching? The Science of Rapid Steel Cooling

Quenching is a fundamental heat treatment process in metallurgy that involves the rapid cooling of steel after it has been heated to a high temperature. This sudden temperature change alters the steel’s internal structure, significantly improving properties such as hardness, strength, and wear resistance. According to ASM International, quenching is one of the most widely used thermal processes in modern manufacturing, especially for components that must withstand high mechanical stress.
In this article, we explore what quenching is, how it works at the atomic level, the science behind rapid steel cooling, and how manufacturers control the process to tailor material properties.
What Is Quenching?
Quenching is the process of rapidly cooling heated steel by immersing it in a liquid or gas medium such as water, oil, polymer solutions, or air. The primary objective of quenching is to lock in a specific microstructure that enhances hardness and strength.
In practical terms, quenching prevents steel from cooling slowly, which would otherwise result in softer structures like pearlite. Instead, rapid cooling forces the steel into a hardened state suitable for demanding applications such as gears, shafts, and cutting tools.
Why Quenching Is Used in Steel Processing
Quenching is used because steel’s mechanical properties are highly dependent on its cooling rate after heating. Slow cooling produces ductile but softer steel, while rapid cooling dramatically increases hardness.
Manufacturers rely on quenching to:
- Improve wear resistance
- Increase load-bearing capacity
- Extend component lifespan
- Prepare steel for secondary treatments such as tempering
Without quenching, many high-performance steel components would fail prematurely under stress or friction.
The Science Behind Rapid Steel Cooling
The science of quenching lies in phase transformation and atomic diffusion control. When steel is heated above its critical temperature (typically 723–900°C, depending on carbon content), its structure changes into a phase known as austenite.
At this stage, carbon atoms are evenly distributed within the iron lattice. Quenching rapidly removes heat, preventing carbon atoms from diffusing out. As a result, the lattice collapses into a distorted structure called martensite.
Austenite to Martensite Transformation
Martensite formation is the defining scientific outcome of quenching.
- Austenite is stable only at high temperatures.
- Rapid cooling traps carbon atoms in place.
- The trapped carbon causes lattice distortion.
- This distortion produces extreme hardness.
According to research published in MDPI Metals, martensitic steel can be up to four times harder than slowly cooled pearlitic steel.
How Quenching Works: Step-by-Step Process
The quenching process follows a precise sequence to achieve consistent results:
- Austenitizing: Steel is heated to a temperature where its structure becomes fully austenitic.
- Soaking: The steel is held at this temperature to ensure uniform heat distribution.
- Rapid Cooling (Quenching): The steel is immersed in a quenching medium to extract heat quickly.
- Microstructural Lock-In: Martensite forms as diffusion is suppressed.
- Post-Quench Evaluation: Hardness, distortion, and surface integrity are inspected.
Each step must be carefully controlled to avoid defects such as cracking or warping.
Quenching Media and Cooling Severity
The choice of quenching medium directly influences cooling speed, hardness, and risk of failure.
Common Quenching Media
| Quenching Medium | Cooling Rate | Advantages | Risks |
| Water | Very fast | High hardness | Cracking, distortion |
| Brine | Extremely fast | Maximum hardness | Severe thermal shock |
| Oil | Moderate | Reduced cracking | Lower hardness |
| Polymer solutions | Adjustable | Controlled cooling | Requires monitoring |
| Air / Gas | Slow | Minimal distortion | Limited hardness |
ASM Heat Treating Society notes that incorrect medium selection is one of the leading causes of quench-related failures in industrial environments.
Heat Transfer Stages During Quenching
Quenching in liquid media occurs in three distinct heat transfer stages:
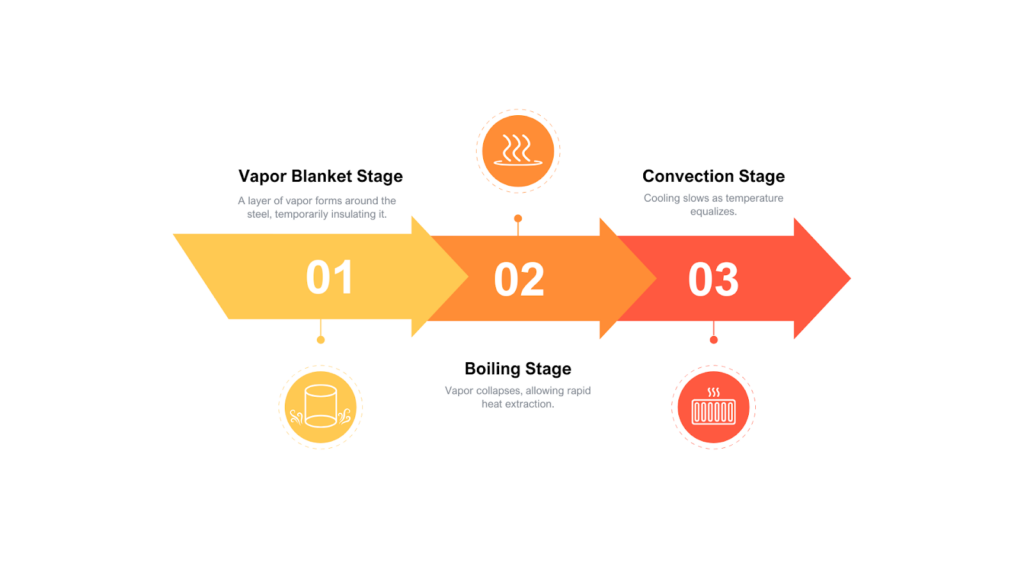
Understanding these stages allows engineers to fine-tune quenching systems for consistent results.
Mechanical Properties After Quenching
Quenched steel exhibits dramatic changes in mechanical performance.
Primary Property Improvements
- Increased hardness
- Improved wear resistance
- Higher tensile strength
However, these benefits come with trade-offs.
Residual Stress and Brittleness
While quenching increases hardness, it also introduces residual internal stresses. These stresses can lead to cracking if not properly managed. This is why quenching is rarely used alone and is typically followed by tempering.
Industrial Applications of Quenching
Quenching is widely used across industries that demand precision and durability.
Key Applications
- Automotive: Gears, crankshafts, suspension components
- Manufacturing: Cutting tools, dies, molds
- Construction: Structural fasteners, load-bearing elements
- Energy: Turbine shafts, drilling equipment
In automotive manufacturing alone, heat-treated and quenched steel components account for over 60% of critical drivetrain parts, as reported by industry analyses from ASM International.
Risks and Challenges of Quenching
While quenching delivers powerful benefits, it also introduces potential risks if poorly controlled.
Common Quenching Problems
- Cracking due to thermal shock
- Distortion from uneven cooling
- Surface oxidation
- Inconsistent hardness
Conclusion
Quenching is a vital heat treatment process that enables steel to achieve the hardness, strength, and durability required for demanding industrial applications. By rapidly cooling steel and controlling phase transformations, quenching allows manufacturers to precisely tailor material performance.
At Align MFG, quenching is treated as part of a fully integrated manufacturing strategy rather than a standalone step. Through careful control of materials, heat treatment parameters, and post-quench processes, Align MFG helps ensure steel components meet consistent performance standards and long-term reliability requirements.
Is Stainless Steel Magnetic? Understanding Ferritic vs Austenitic

Stainless steel magnetism depends largely on its internal crystal structure and alloy composition, not simply on the presence of iron. While many people assume all stainless steel is non-magnetic, the reality is more nuanced. Some stainless steel grades are magnetic, while others are not. This distinction is primarily driven by whether the material is ferritic or austenitic.
In this article, we’ll explain why stainless steel can be magnetic, compare ferritic and austenitic stainless steel, explore how processing affects magnetism, and clarify how magnetism influences real-world applications. By the end, you’ll have a clear, science-backed answer to one of the most common material-selection questions.
What Is Stainless Steel?

Stainless steel is an iron-based alloy containing a minimum of 10.5% chromium, which forms a thin, self-healing oxide layer that protects the metal from corrosion. Depending on additional alloying elements (such as nickel, molybdenum, or carbon) stainless steel can exhibit different mechanical, corrosion, and magnetic properties.
According to the British Stainless Steel Association (BSSA), stainless steels are categorized into five main families: austenitic, ferritic, martensitic, duplex, and precipitation-hardening steels. Among these, austenitic and ferritic stainless steels account for over 85% of global stainless steel usage, making them the most relevant when discussing magnetism.
Is Stainless Steel Magnetic? (Short Answer)
Yes, some stainless steels are magnetic, and others are not.
- Ferritic stainless steel is magnetic
- Austenitic stainless steel is generally non-magnetic
- Cold working can make some non-magnetic stainless steels slightly magnetic
The key factor behind this behavior is crystal structure, which determines how iron atoms and magnetic domains align inside the metal.
Why Magnetism Occurs in Metals
Magnetism in metals occurs when unpaired electrons align in a way that allows magnetic domains to form. Materials that support stable domain alignment are classified as ferromagnetic.
Key Factors Influencing Magnetism
- Atomic arrangement (crystal structure)
- Alloying elements (especially nickel)
- Phase stability at room temperature
- Mechanical processing such as cold rolling or bending
While pure iron is strongly magnetic, adding alloying elements can disrupt or suppress magnetic domain alignment, depending on how atoms are arranged.
Crystal Structure: The Real Reason Stainless Steel Is or Isn’t Magnetic
The magnetic behavior of stainless steel is governed by its crystallographic structure, not simply its chemical composition.
Common Stainless Steel Crystal Structures
| Crystal Structure | Name | Magnetic Behavior |
| BCC | Body-Centered Cubic | Magnetic |
| FCC | Face-Centered Cubic | Non-magnetic |
| BCT | Body-Centered Tetragonal | Magnetic |
Ferritic and martensitic steels use BCC or BCT structures, which allow magnetic domains to align. Austenitic steels use an FCC structure, which suppresses magnetism.
What Is Ferritic Stainless Steel?

Ferritic stainless steel is a class of stainless steel characterized by a body-centered cubic (BCC) crystal structure, which makes it naturally magnetic.
Key Characteristics of Ferritic Stainless Steel
- Magnetic in all conditions
- Contains 10.5–30% chromium
- Very low or no nickel content
- Moderate corrosion resistance
- Good resistance to stress corrosion cracking
Common ferritic grades include 430, 409, and 441.
Why Ferritic Stainless Steel Is Magnetic
Ferritic stainless steel remains magnetic because its BCC lattice allows electrons to align in stable magnetic domains. The absence of nickel prevents the stabilization of a non-magnetic phase, so the material behaves similarly to conventional steel when exposed to a magnetic field.
This makes ferritic stainless steel predictable in applications where magnetism must be accounted for, such as in automotive systems or industrial equipment.
What Is Austenitic Stainless Steel?
Austenitic stainless steel is the most widely used stainless steel family and is known for being generally non-magnetic in its annealed state.
Key Characteristics of Austenitic Stainless Steel
- Non-magnetic under normal conditions
- Face-centered cubic (FCC) crystal structure
- High nickel content (typically 8–12%)
- Excellent corrosion resistance
- High ductility and formability
Common austenitic grades include 304, 316, and 321, which dominate applications in food processing, medical devices, and chemical equipment.
Why Austenitic Stainless Steel Is Non-Magnetic
In austenitic stainless steel, nickel stabilizes the FCC structure at room temperature. This atomic arrangement disrupts magnetic domain alignment, resulting in extremely low magnetic permeability. As a result, magnets either do not stick at all or exhibit only negligible attraction.
This non-magnetic behavior is one of the reasons austenitic stainless steel is preferred in sensitive environments such as medical imaging rooms and electronic enclosures.
Ferritic vs Austenitic Stainless Steel: Key Differences
Ferritic and austenitic stainless steels differ primarily in crystal structure, alloy composition, and magnetic behavior, which directly affects how they perform in real-world applications.
| Property | Ferritic Stainless Steel | Austenitic Stainless Steel |
| Crystal structure | Body-centered cubic (BCC) | Face-centered cubic (FCC) |
| Magnetic behavior | Magnetic | Generally non-magnetic |
| Nickel content | Very low or none | Typically 8–12% |
| Corrosion resistance | Moderate | High |
| Formability | Limited | Excellent |
| Common grades | 430, 409 | 304, 316 |
Can Non-Magnetic Stainless Steel Become Magnetic?
Although austenitic stainless steel is classified as non-magnetic, it can develop weak magnetic properties after mechanical processing. This occurs because cold working introduces strain into the metal, causing a portion of the austenite to transform into martensite, which is magnetic.
This effect is most noticeable after operations such as:
- Cold rolling or forming
- Bending or stamping
- Heavy machining
Does Welding Affect Stainless Steel Magnetism?
Welding can introduce slight magnetic behavior in austenitic stainless steel, particularly near the weld zone. The intense heat can promote the formation of small amounts of ferrite, which improves weld strength but may attract a magnet.
In most cases, this magnetism is confined to the heat-affected zone and does not impact performance. It is considered a normal outcome of welding rather than a defect.
Magnetism in Duplex and Martensitic Stainless Steel
Duplex stainless steel contains both austenitic and ferritic phases, resulting in partial magnetism. Because ferrite is present in its microstructure, duplex stainless steel will respond to a magnet, although typically less strongly than fully ferritic grades. This balanced structure provides high strength and excellent corrosion resistance.
Martensitic stainless steel is fully magnetic due to its body-centered tetragonal structure. These steels can be heat treated for hardness and are commonly used in high-strength applications.
Typical examples include:
- Duplex grades for marine and oil applications
- Martensitic grades such as 410 and 420 for tools and wear-resistant components
Conclusion: Is Stainless Steel Magnetic?
Stainless steel may or may not be magnetic depending on its crystal structure and processing history. Ferritic stainless steel is magnetic due to its BCC structure, while austenitic stainless steel is generally non-magnetic because its FCC structure prevents magnetic domain alignment. Mechanical processing and welding can introduce limited magnetism, but they do not change the fundamental classification of the alloy.
At Align MFG, we help manufacturers select and fabricate stainless steel components based on real performance requirements. Understanding the relationship between microstructure and magnetism ensures better material choices, longer service life, and fewer surprises in production.
Anodizing vs Powder Coating: Which Finish Lasts Longer?
Anodizing and powder coating are two of the most widely used metal finishing processes for improving durability, corrosion resistance, and appearance. Anodizing is an electrochemical process that transforms the metal surface itself, while powder coating applies a protective polymer layer on top of the metal. According to manufacturing and architectural finishing data, surface treatments can extend the service life of aluminum components by 10–20+ years, depending on environment and usage.
This article compares anodizing and powder coating with a clear focus on which finish lasts longer. It covers how each process works, their durability mechanisms, performance in real-world environments, and the factors that directly influence lifespan.
What Is Anodizing?
Anodizing is an electrochemical finishing process that thickens and strengthens the natural oxide layer on aluminum, making it an integral part of the metal rather than a surface coating.
Unlike paints or coatings that sit on top of the material, anodizing converts the aluminum surface into a dense, corrosion-resistant oxide through controlled oxidation in an acid electrolyte bath.
How the Anodizing Process Works
The anodizing process involves:
- Submerging aluminum in an electrolytic solution (commonly sulfuric acid)
- Passing an electric current through the metal
- Growing a controlled aluminum oxide layer inward and outward from the surface
Because the oxide layer is part of the metal substrate, it cannot peel, flake, or blister, which is a critical factor in long-term durability.
Types of Anodizing and Their Durability
| Anodizing Type | Typical Use | Durability Level |
| Type I (Chromic) | Aerospace | Moderate |
| Type II (Sulfuric) | Architectural, consumer products | High |
| Type III (Hard Anodizing) | Industrial, marine, military | Very High |
Hard anodizing (Type III) can achieve surface hardness comparable to hardened steel, significantly improving wear resistance in harsh environments.
What Is Powder Coating?

Powder coating is a dry finishing process where finely ground polymer powder is electrostatically applied to metal surfaces and then cured under heat to form a smooth, protective layer.
Unlike anodizing, powder coating creates a separate external layer that bonds mechanically and chemically to the metal during curing.
How Powder Coating Works
The powder coating process includes:
- Surface cleaning and pretreatment
- Electrostatic spraying of powder particles
- Oven curing at temperatures typically between 160–200°C
The result is a thick, uniform finish that provides good corrosion resistance and excellent aesthetic flexibility.
Common Powder Coating Materials
Powder coatings vary widely in performance depending on formulation:
- Polyester powders – Good UV resistance for outdoor use
- Epoxy powders – Excellent adhesion but limited UV resistance
- Hybrid systems – Balance between durability and cost
Key Differences Between Anodizing and Powder Coating
The fundamental difference between anodizing and powder coating lies in how each finish protects the metal.
- Anodizing becomes part of the aluminum surface
- Powder coating acts as a protective shell over the surface
Bonding Mechanism Comparison
| Factor | Anodizing | Powder Coating |
| Bonding | Integrated with metal | Surface adhesion |
| Peeling Risk | None | Possible if damaged |
| Thickness | Thin but dense | Thick polymer layer |
| Repairability | Difficult | Easier to recoat |
Because anodizing is not a coating in the traditional sense, surface damage does not propagate peeling or widespread failure.
Durability and Wear Resistance
Durability refers to how well a finish withstands abrasion, impact, and daily wear over time.
Anodized aluminum offers superior abrasion resistance because the oxide layer is extremely hard and tightly bonded. Manufacturing studies consistently show anodized surfaces outperform powder-coated ones in scratch and wear testing.
Powder coating, while tough, is still a polymer-based finish. Sharp impacts or repeated friction can eventually chip or wear through the coating, exposing bare metal underneath.
Corrosion Resistance Over Time
Corrosion resistance plays a major role in determining which finish lasts longer, especially in outdoor, coastal, or humid environments.
Anodizing excels in corrosion resistance because:
- The oxide layer seals the aluminum surface
- Scratches do not spread corrosion beneath the finish
- Additional sealing treatments further enhance protection
Powder coating also provides good corrosion resistance, but its performance depends heavily on maintaining an intact coating layer. Once moisture penetrates through chips or cracks, corrosion can spread under the coating and shorten its lifespan.
UV and Environmental Resistance
Exposure to sunlight, humidity, and temperature extremes significantly affects the longevity of metal finishes.
- Anodizing: Naturally UV stable, meaning colors will not fade over time. Hard anodized layers can withstand high temperatures and harsh outdoor conditions without degradation.
- Powder Coating: UV stability depends on the powder formulation. Polyester-based powders are more UV resistant, whereas epoxy-based powders may fade or chalk in prolonged sun exposure. Extreme heat can also soften the coating if outside the recommended curing range.
Impact of Wear and Maintenance
Real-world performance is influenced by everyday wear and maintenance practices.
- Anodized surfaces are highly resistant to scratches and abrasion. Minor surface damage does not compromise corrosion protection. Repairing deep damage typically requires professional re-anodizing.
- Powder-coated surfaces can chip or scratch under heavy use. However, minor damage can be repaired with touch-up powder or spray coatings, although achieving the original smooth finish may be difficult.
Maintenance Tips for Longevity:
- Regular cleaning with non-abrasive detergents
- Prompt touch-up of any visible scratches or chips (for powder-coated surfaces)
- Avoid harsh chemical cleaners that can erode anodized or coated surfaces
Lifespan Comparison
Based on industrial studies and field observations:
| Finish | Estimated Lifespan | Key Factors |
| Anodizing | 15–20+ years | Hardness, oxide integration, environment, sealing quality |
| Powder Coating | 10–15 years | Coating thickness, UV-stable powder, surface prep, environmental exposure |
Conclusion
Both anodizing and powder coating enhance the durability and appearance of aluminum, but anodizing generally lasts longer due to its integration with the metal substrate, superior abrasion resistance, and natural UV stability. Powder coating provides excellent aesthetics and good corrosion resistance, but its lifespan is contingent on the integrity of the applied layer.
At Align MFG, we specialize in precision anodizing and powder coating services designed to meet the highest standards of durability and quality. By leveraging our expertise, clients can ensure that their architectural, industrial, or decorative projects achieve maximum longevity and maintain a premium finish.
1045 Carbon Steel: Definition, Chemical Composition, Mechanical Properties, Applications

1045 carbon steel is a medium-carbon steel grade widely used in engineering and manufacturing due to its balanced combination of strength, toughness, and machinability. Containing approximately 0.43–0.50% carbon, it offers significantly higher strength than low-carbon steels while remaining cost-effective and versatile.
This guide explains what 1045 carbon steel is, its chemical and mechanical properties, how it performs under different heat treatments, and where it is commonly used. You’ll also learn about its advantages, limitations, and how it compares to other steel grades.
What Is 1045 Carbon Steel?
1045 carbon steel is a plain medium-carbon steel classified under the AISI/SAE system. It is primarily composed of iron and carbon, with small amounts of manganese and trace elements.
Unlike alloy steels, 1045 does not rely on chromium or nickel for performance. Instead, its strength comes from its carbon content and heat treatment capability, making it ideal for mechanical components subjected to moderate stress and wear.
Key defining characteristics include:
- Medium carbon content for higher strength
- Good response to heat treatment
- Moderate machinability and weldability
- Limited corrosion resistance without coatings
Chemical Composition of 1045 Carbon Steel
The chemical composition of 1045 carbon steel directly influences its hardness, strength, and heat-treating behavior.
Typical Chemical Composition Table
| Element | Percentage (%) | Function |
|---|---|---|
| Carbon (C) | 0.43 – 0.50 | Increases strength and hardness |
| Manganese (Mn) | 0.60 – 0.90 | Improves toughness and hardenability |
| Silicon (Si) | 0.15 – 0.40 | Strengthens ferrite structure |
| Phosphorus (P) | ≤ 0.04 | Residual impurity |
| Sulfur (S) | ≤ 0.05 | Improves machinability |
| Iron (Fe) | Balance | Base metal |
According to SteelPRO Group and MetalZenith, this composition allows 1045 steel to achieve higher mechanical strength than low-carbon grades like 1018, while remaining easier to process than high-carbon steels.
Physical Properties of 1045 Carbon Steel
The physical properties of 1045 carbon steel make it suitable for structural and rotating components.
Key Physical Properties
- Density: ~7.85 g/cm³
- Melting Point: 1450–1525°C
- Modulus of Elasticity: ~210 GPa
- Thermal Conductivity: Moderate
These properties allow 1045 steel to maintain dimensional stability under load and heat, which is critical for shafts, axles, and machine components.
Mechanical Properties of 1045 Carbon Steel
The mechanical performance of 1045 carbon steel varies depending on whether it is hot-rolled, normalized, or heat-treated.
Mechanical Properties (Normalized Condition)
| Property | Typical Value |
|---|---|
| Tensile Strength | 570–700 MPa |
| Yield Strength | 310–450 MPa |
| Elongation | 12–20% |
| Hardness | 170–210 HB |
| Impact Energy | 25–35 J |
These values position 1045 steel as a middle-ground material—stronger than mild steel but not as brittle as high-carbon alternatives.
Microstructure of 1045 Carbon Steel
In its untreated state, 1045 carbon steel consists primarily of ferrite and pearlite.
- Ferrite: Provides ductility
- Pearlite: Provides strength and wear resistance
When quenched and tempered, the microstructure transforms partially into martensite, significantly increasing hardness and strength.
A 2023 materials science study published on ScienceDirect found that heat-treated 1045 steel exhibits significantly refined grain structures, improving fatigue and compressive strength.
Heat Treatment of 1045 Carbon Steel
Heat treatment plays a crucial role in tailoring the properties of 1045 carbon steel.
Common Heat Treatment Processes
Annealing
- Softens the steel
- Improves machinability
- Reduces internal stress
Normalizing
- Refines grain structure
- Improves strength and uniformity
Quenching and Tempering
- Increases hardness and tensile strength
- Achieves up to 800–1000 MPa tensile strength
Induction or Flame Hardening
- Hardens surface only
- Retains a tough, ductile core
While heat treatment improves performance, excessive hardening may reduce ductility if not controlled properly.
Machinability and Weldability
1045 carbon steel offers moderate machinability, especially in annealed or normalized conditions.
Machinability
- Rated ~55–65% compared to free-machining steel
- Suitable for turning, milling, and drilling
Weldability
- Fair but requires preheating and post-weld heat treatment
- Risk of cracking due to carbon content
While easier to machine than high-carbon steels, 1045 requires more care than low-carbon steels during welding.
Corrosion Resistance of 1045 Carbon Steel
1045 carbon steel has limited corrosion resistance because it lacks alloying elements such as chromium or nickel that protect against oxidation.
Why 1045 Steel Rusts Easily
- High iron content reacts with moisture and oxygen
- No passive oxide layer forms naturally
- Accelerated corrosion in humid or marine environments
According to Rapid-Protos and Langhe Industry, untreated 1045 steel will oxidize quickly when exposed to water or chemicals, making surface protection essential.
Common Corrosion Protection Methods
- Painting or powder coating
- Oil or grease coatings
- Electroplating (nickel or chrome)
- Hot-dip galvanizing
While these treatments increase service life, they also add cost—an important tradeoff when selecting materials.
Applications of 1045 Carbon Steel
1045 carbon steel is widely used across industries that require strength, durability, and cost efficiency.
Industrial and Mechanical Applications
- Transmission shafts
- Axles and spindles
- Gears and sprockets
- Connecting rods
These components benefit from 1045’s ability to withstand repeated stress without excessive deformation.
Automotive Applications
- Crankshafts
- Steering components
- Suspension parts
Automotive manufacturers favor 1045 steel because it can be heat-treated for fatigue resistance while remaining affordable for mass production.
Agricultural and Heavy Equipment
- Tractor pins and shafts
- Hydraulic components
- Wear-resistant machine parts
Tooling and Fabrication
- Bolts and studs
- Rollers and pins
- Medium-duty tooling components
FindTop reports that 1045 steel is often selected when 1018 steel lacks strength but alloy steels would be unnecessarily expensive.
Advantages of 1045 Carbon Steel
The popularity of 1045 carbon steel stems from its balanced performance profile.
Key Benefits
- High strength-to-cost ratio
- Good response to heat treatment
- Versatile machining capability
- Wide availability worldwide
Compared to alloy steels, 1045 offers lower material and processing costs, making it ideal for general engineering use.
Limitations and Drawbacks
Despite its advantages, 1045 carbon steel has notable limitations.
Primary Limitations
- Poor corrosion resistance
- Moderate weldability
- Lower wear resistance than alloy steels
- Not ideal for extreme temperatures
While alloy steels like 4140 outperform 1045 in demanding environments, they come with higher costs and more complex processing requirements.
1045 Carbon Steel vs Other Steel Grades
Understanding how 1045 compares to other steels helps engineers make informed material decisions.
Comparison Table
| Steel Grade | Carbon Content | Strength | Weldability | Cost |
|---|---|---|---|---|
| 1018 | ~0.18% | Low | Excellent | Low |
| 1045 | ~0.45% | Medium-High | Moderate | Medium |
| 4140 | ~0.40% + alloy | High | Moderate | High |
Key takeaway:
- Choose 1018 for fabrication and welding
- Choose 1045 for strength-driven components
- Choose 4140 for high-stress, fatigue-critical parts
Common Buyer FAQs
Is 1045 carbon steel good for machining?
Yes, especially in annealed condition. However, it is harder to machine than low-carbon steels.
Can 1045 steel be hardened?
Yes. Quenching and tempering significantly increase hardness and strength.
Is 1045 steel suitable for outdoor use?
Only with protective coatings, as it corrodes easily.
Is 1045 steel stronger than mild steel?
Yes. It offers significantly higher tensile and yield strength than mild steels like 1018.
Conclusion
1045 carbon steel is a versatile, medium-carbon steel that offers an excellent balance between strength, toughness, and cost. Its ability to respond to heat treatment makes it suitable for a wide range of industrial, automotive, and mechanical applications.
While it lacks corrosion resistance and requires care during welding, these limitations are often offset by surface treatments and proper processing. For engineers seeking a reliable, cost-effective steel for load-bearing components, 1045 remains one of the most practical choices available.
1045 carbon steel remains one of the most practical and widely used medium-carbon steels due to its strong balance of mechanical performance, heat-treat responsiveness, and cost efficiency. Its versatility makes it a dependable choice for shafts, axles, gears, and other load-bearing components where higher strength than mild steel is required without the added expense of alloy grades. When paired with proper heat treatment and surface protection, 1045 steel delivers consistent performance across demanding industrial environments.
At Align Manufacturing, we work closely with clients to select and process materials like 1045 carbon steel to meet real-world application requirements—especially for precision components such as oil and gas gears, where durability, dimensional accuracy, and reliability are critical. By combining material expertise with controlled manufacturing processes, we help ensure that every component performs as intended throughout its service life. If you’re evaluating carbon steel options for mechanical or energy-sector applications, our engineering team is ready to support your next production challenge.