
Matching Historic Brass Hardware: CNC Machining for Authentic Reproductions
What is CNC Machining?
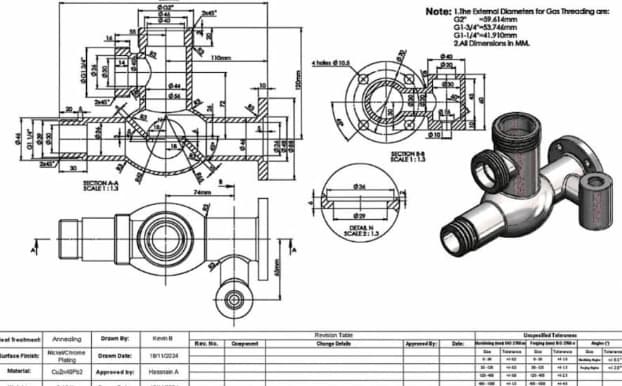
CNC machining (Computer Numerical Control machining) is a precision manufacturing process where computer-controlled machines remove material from solid metal or plastic to create highly accurate parts based on digital designs. By following programmed toolpaths, CNC machines can replicate complex geometries, tight tolerances, and fine details with consistent repeatability. This makes CNC machining especially valuable for applications such as historic hardware reproduction, where matching the original dimensions, fit, and functionality is critical.
Introduction: When Authenticity Matters
Historic brass hardware, ranging from ornate door handles on Victorian mansions to the simple yet elegant hinges of colonial homes, represents craftsmanship that modern mass production often fails to replicate. For restoration projects, heritage building maintenance, and authentic reproduction manufacturing, the challenge isn’t just creating something that looks similar; it’s achieving dimensional accuracy, material authenticity, and functional equivalence that satisfies preservation standards.
CNC machining has revolutionized historic hardware reproduction, enabling craftspeople and manufacturers to create pieces indistinguishable from originals while meeting modern performance requirements. This guide explores the intersection of historical accuracy and precision manufacturing.
The Heritage Hardware Market
Applications for Historic Reproductions
| Application Sector | Typical Components | Standards Requirements |
| Museum Restoration | Display cases, exhibit hardware | AAM guidelines, reversibility |
| Historic Homes | Door/window hardware, hinges | Secretary of Interior Standards |
| Government Buildings | Legislative chambers, courts | GSA guidelines, Buy American |
| Religious Buildings | Altar hardware, sanctuary fittings | Denominational preservation rules |
| Theater/Film | Set dressing, functional props | Authenticity for period accuracy |
| Luxury Residential | Custom homes seeking period style | Client aesthetic requirements |
| Educational Institutions | Campus heritage buildings | State preservation office standards |

Preservation Standards Overview
Secretary of Interior’s Standards for Rehabilitation
- Standard 2: Preserve historic character
- Standard 6: Repair rather than replace
- Standard 9: Distinguish new work from old (when replacement necessary)
National Park Service Guidelines
- Document existing conditions thoroughly
- Use physical and photographic analysis
- Match materials, design, and finish historically
- Minimum intervention approach
Analyzing Historic Hardware
Documentation and Measurement
Step 1: Photographic Documentation
- High-resolution images from multiple angles
- Macro photography of surface details and patina
- Scale reference in each image
- UV photography to reveal hidden markings
Step 2: Dimensional Analysis
| Measurement Tool | Precision | Application |
| Digital Calipers | ±0.001″ | General dimensions, thickness |
| Micrometers | ±0.0001″ | Precision features, shaft diameters |
| Height Gauges | ±0.001″ | Vertical features, step heights |
| Optical Comparators | ±0.0005″ | Complex profiles, contours |
| 3D Laser Scanners | ±0.002″ | Overall form, organic shapes |
| CT Scanning | ±0.001″ | Internal features, hidden geometry |

Step 3: Material Analysis
Non-Destructive Testing (Preferred)
- XRF (X-Ray Fluorescence): Identifies alloy composition
- Hardness Testing: Confirms temper and alloy type
- Ultrasonic Testing: Detects internal cracks or voids
Destructive Testing (When Sacrifice Acceptable)
- Spectrographic Analysis: Precise elemental composition
- Metallographic Examination: Grain structure, porosity
- Tensile Testing: Mechanical properties
Common Historic Brass Alloys
| Era | Typical Alloy | Characteristics | Modern Equivalent |
| Colonial (1600-1776) | C23000 (85/15) | Reddish color, soft, formable | C23000, C83600 |
| Federal (1776-1830) | C26000 (70/30) | Yellow color, harder | C26000 |
| Victorian (1837-1901) | C28000 (60/40) | Golden color, cast decorative | C28000, C83600 |
| Arts & Crafts (1880-1920) | C27000 (65/35) | Warm color, hand-forged look | C27000 |
| Art Deco (1920-1940) | C36000 (machined) | Bright finish, geometric forms | C36000 |
| Mid-Century (1945-1960) | Various | Often plated, modern alloys | Match original XRF |
CAD Modeling for Historic Hardware
Capturing Organic Forms
Historic hardware often features hand-finished details that don’t translate directly to CAD:
Challenges
- Irregular surfaces from sand casting
- Tool marks from hand finishing
- Worn surfaces from use
- Intentional asymmetry in hand-crafted pieces
Solutions
| Approach | Method | Best For |
| NURBS Surfacing | Control point manipulation | Flowing, organic shapes |
| Sub-D Modeling | Subdivision surfaces | Sculptural, free-form details |
| Reverse Engineering | Scan-to-CAD | Exact reproduction of complex forms |
| Parametric Features | Constraint-based modeling | Geometric, machined components |
| Hybrid Approach | Combine methods | Complex assemblies |
Tolerancing for Function
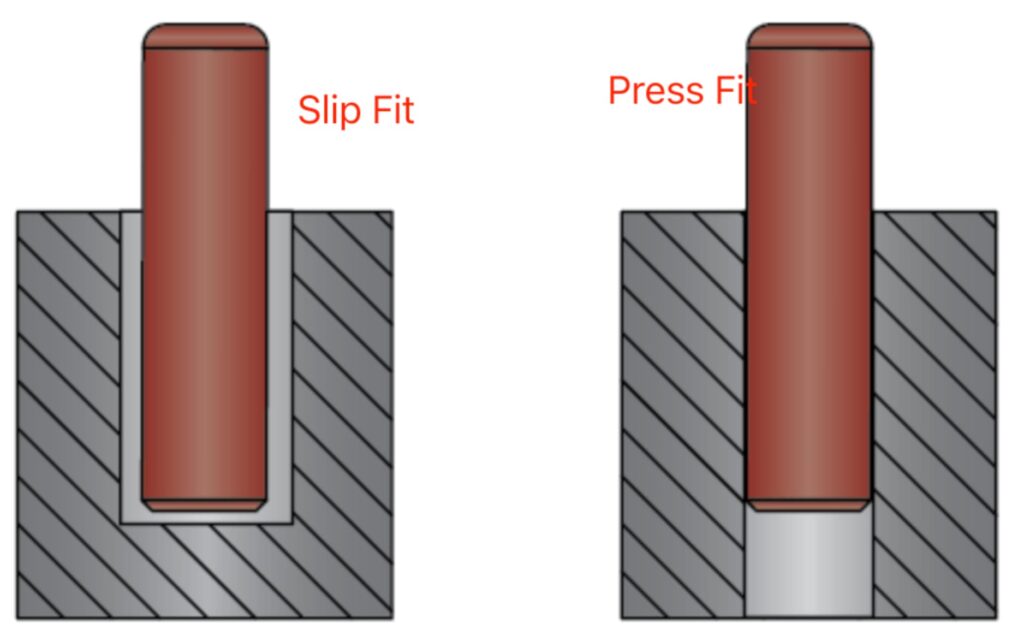
Fit Considerations
| Interface Type | Recommended Tolerance | Notes |
| Pivot/Pin Clearance | +0.002″ to +0.005″ | Allows smooth operation |
| Sliding Fit | +0.001″ to +0.003″ | Smooth, controlled motion |
| Press Fit | -0.001″ to -0.003″ | Permanent assembly |
| Thread Engagement | Class 2B (standard) | General hardware |
| Thread Engagement | Class 3B (precision) | Fine adjustment hardware |
| Backplate Seating | ±0.005″ | Cosmetic only |
Accounting for Patina Buildup Original hardware may have operated with significant patina accumulation. Reproductions should:
- Provide slight additional clearance at wear points
- Specify break-in period in documentation
- Use compatible lubricants (not modern synthetics that alter patina)
CNC Machining Strategies
Workholding Considerations
Historic hardware often features:
- Thin, delicate sections
- Complex external geometry
- Critical surface finishes
- No flat reference surfaces
Specialized Fixturing
| Component Type | Fixturing Approach |
| Ornate Backplates | Vacuum chuck with custom gasket |
| Curved Handles | Soft-jaw vise with matching contour |
| Delicate Spindles | Collet chuck with minimal clamping |
| Asymmetric Forms | 5-axis positioning with tailstock support |
| Thin Sections | Wax mounting or freeze-fit tooling |
Toolpath Strategies
Roughing
- High-efficiency milling (HEM) for material removal
- Leave 0.010-0.020″ stock for finishing
- Avoid heat buildup that affects temper
Semi-Finishing
- Ball mill passes to prepare for final form
- Maintain consistent stepover for surface quality
- 0.005″ stock remaining
Finishing
| Feature Type | Tool | Strategy |
| Flat Surfaces | Face mill or end mill | Climb milling, fine stepover |
| Contours | Ball end mill | Constant scallop height |
| Sharp Corners | Corner radius or pencil mill | Multiple passes |
| Fine Details | Tapered ball mill | High-speed machining |
| Text/Engraving | Engraving cutter or V-bit | Single pass at full depth |
Surface Finish Considerations
Achieving Period-Appropriate Finishes
| Era/Style | Target Finish | CNC Approach | Post-Process |
| Early Hand-Forged | Hammer marks, irregular | Intentional toolpath variation | Hand distressing |
| Victorian Cast | As-cast texture | Rough pass only, no finish cut | Chemical patina |
| Industrial Era | Machined but not polished | Standard finishing passes | Brushed finish |
| Art Deco | High polish, geometric | Fine finishing, minimal scallops | Polishing, lacquer |
| Arts & Crafts | Hand-rubbed appearance | Directional tool marks preserved | Oil finish |
Tool Marks as Features Some reproductions benefit from visible tool marks that suggest hand crafting:
- Program intentional scallop patterns
- Use larger stepovers in visible areas
- Preserve witness marks from setups
Material Selection for Authenticity
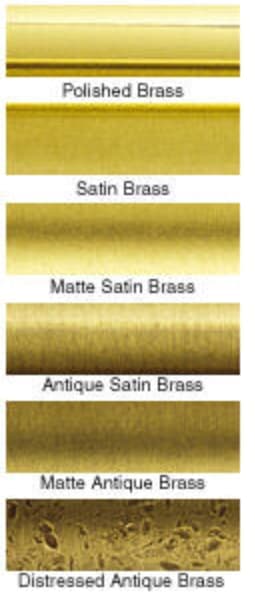
Color Matching
Brass color varies by alloy and finish. Spectrophotometer analysis of originals:
| Alloy | L* (Lightness) | a* (Red-Green) | b* (Yellow-Blue) |
| C23000 | 68-72 | +8 to +12 | +28 to +32 |
| C26000 | 70-74 | +6 to +10 | +32 to +36 |
| C27000 | 72-76 | +4 to +8 | +34 to +38 |
| C28000 | 74-78 | +2 to +6 | +36 to +40 |
Target reproduction finish should match original Lab values within ±2 units
Mechanical Properties
Matching Strength and Work Hardening
Historic hardware may have work-hardened areas from forming:
| Temper | Tensile Strength | Hardness | Application |
| Annealed (O) | 40,000 PSI | 55 HRB | Deep forming, soft details |
| Quarter Hard (H01) | 50,000 PSI | 65 HRB | Moderate forming |
| Half Hard (H02) | 60,000 PSI | 75 HRB | Springs, latches |
| Hard (H04) | 70,000 PSI | 85 HRB | Rigid components |
| Extra Hard (H08) | 80,000 PSI | 95 HRB | Maximum strength |
Historical Accuracy vs. Modern Requirements
Lead Content Considerations
- Pre-2014 hardware: May contain 4-8% lead
- Modern reproductions: Must comply with NSF/ANSI 372 (<0.25% lead)
- Solution: Use silicon brass (C69300) or bismuth brass for machinability
Surface Coatings
- Original: May have mercury gilding, lacquer, or natural patina
- Modern: Lacquer, wax, or controlled patina
- Match appearance while ensuring durability
Finishing and Patination
Mechanical Finishes
| Finish Type | Process | Appearance |
| Brushed | 220-400 grit directional sanding | Subtle lines, matte |
| Satin | Non-woven abrasive, random orbit | Soft sheen, no direction |
| Bright | Polishing to mirror | High reflectivity |
| Antique | Selective darkening, highlight removal | Aged appearance |
| Oil-Rubbed | Dark base with bronze highlights | Deep, rich tones |
Chemical Patination
Traditional Formulas (Use with Safety Precautions)
| Patina Type | Formula | Application |
| Brown/Antique | Ferric nitrate solution | Even application, neutralize |
| Green/Verdigris | Ammonium chloride + copper sulfate | Controlled exposure |
| Black | Liver of sulfur (potassium sulfide) | Dip or brush, seal immediately |
| Red/Orange | Heat + salt solution | Torch coloring |
Modern Equivalents
- Commercial patina solutions (JAX, Birchwood-Casey)
- More consistent, safer handling
- Better documentation for reproducibility
Protective Coatings
| Coating | Durability | Reversibility | Best For |
| Microcrystalline Wax | Moderate | Excellent | Museum pieces, low-use |
| Incralac | Good | Good | Exterior, moderate exposure |
| Clear Powder Coat | Excellent | Poor | High-traffic, functional |
| Lacquer | Fair | Fair | Interior, decorative |
| None (Living Finish) | N/A | N/A | High-use, intentional aging |
Quality Control for Reproductions
Dimensional Verification
First Article Inspection
- CMM measurement of all critical dimensions
- Surface finish measurement (Ra, Rz)
- Comparison to original artifact or CAD model
- Documentation package for client approval
Statistical Process Control
- Key characteristics monitored in production
- Control charts for critical dimensions
- Go/no-go gauges for rapid inspection
Functional Testing
| Test | Method | Acceptance Criteria |
| Cycle Testing | Automated open/lose cycles | 50,000 cycles minimum |
| Load Testing | Static load application | 3× working load |
| Salt Spray | ASTM B117 | Per specification |
| Hardness | Rockwell or Brinell | Within alloy specification |
| Color Match | Spectrophotometer | ΔE <2.0 from standard |
Documentation Package
Comprehensive reproduction records should include:
- Photographs of original artifact
- Dimensional measurement report
- Material certification
- Finishing process documentation
- Patina formulation
- Care and maintenance instructions
- Certificate of authenticity
Southeast Asia Heritage Projects
Regional Architectural Heritage
Thailand
- Traditional Thai architecture: Ornate gilded hardware
- Colonial influence: Sino-Portuguese mixed styles
- Royal projects: Strict authenticity requirements
Colonial Southeast Asia
- Dutch, British, French architectural hardware
- Mixed cultural influences
- Tropical climate considerations
Sourcing Considerations
Local Material Availability
- Brass rod and bar readily available in Bangkok industrial areas
- Lead-free alloys increasingly available
- Specialty alloys may require import
Export Considerations
- CITES documentation if hardware contains ivory or other restricted materials
- Cultural property clearance for certain antiquities
- Country of origin marking requirements
Conclusion
Reproducing historic brass hardware requires more than visual similarity—it demands precision, material authenticity, and a deep understanding of both traditional craftsmanship and modern manufacturing techniques. CNC machining bridges this gap by enabling accurate replication of complex geometries, controlled tolerances, and consistent surface finishes while maintaining the functional integrity of the original components.
From detailed measurement and material analysis to advanced CAD modeling and finishing processes, each step plays a critical role in achieving results that meet both preservation standards and modern performance requirements. When executed correctly, CNC machining allows manufacturers to deliver components that are visually and functionally aligned with historic originals.
At Align Manufacturing, we specialize in precision-driven reproduction projects, combining engineering expertise with disciplined process control to ensure consistent, high-quality outcomes. With growing capabilities for machining in Vietnam, we are able to support both low-volume custom work and scalable production, offering our partners a reliable solution for complex and detail-sensitive components.
Ultimately, successful historic hardware reproduction is not just about making parts—it’s about preserving craftsmanship, ensuring performance, and delivering long-term value through the right manufacturing strategy.
FAQ
Q1: How accurate should reproduction brass hardware be to the original?
A: Accuracy requirements depend on application:
- Museum display: Exact to 0.001″ where visible
- Functional restoration: Within tolerance for operation
- General reproduction: Visually indistinguishable at 3 feet
- Inspired-by pieces: Captures character, not exact copy
Always document deviations from original when they occur.
Q2: Can we improve the original design of brass hardware while maintaining authenticity?
A: Under Secretary of Interior Standards, improvements must be:
- Reversible without damage to historic fabric
- Distinguishable from original work
- Documented thoroughly
- Approved by appropriate authorities
Common acceptable improvements: Hidden bearings, modern lubricants, stainless steel pins in brass housings.
Q3: What’s the minimum order quantity for custom brass reproduction hardware?
A: CNC machining enables economical small quantities:
- Prototype/single piece: ₫12,250,000–₫49,000,000+ ($500–$2,000+) (high setup cost)
- Small batch (10–50): ₫1,225,000–₫4,900,000 per piece ($50–$200 per piece)
- Medium batch (50–200): ₫735,000–₫2,450,000 per piece ($30–$100 per piece)
- Full production (200+): ₫367,500–₫1,225,000 per piece ($15–$50 per piece)
Costs highly dependent on complexity and finishing requirements.
Q4: How do we handle brass hardware with maker’s marks or logos?
A: Several approaches:
- Exact reproduction: Requires permission from trademark holder
- Generic replacement: Omit marks, reproduce form only
- Documentation: Photograph and preserve original marks separately
- Period-appropriate mark: Use shop mark in period style
When in doubt, consult with a preservation officer or legal counsel.
Q5: Can worn original brass hardware be restored instead of replaced?
A: Restoration is always preferred over replacement when feasible:
- Metal consolidation for deteriorated castings
- Weld repair of cracks or breaks
- Replating worn surfaces
- Replication of missing components only
Restoration requires specialized conservators; CNC machining typically for replacement when restoration is not viable.
Q6: What file formats are needed for CNC machining historic brass hardware?
A: Preferred formats:
- STEP (.stp): Universal CAD exchange
- IGES (.igs): Surface data, older systems
- STL: For 3D printing patterns for casting
- Native CAD: SolidWorks, Fusion 360, etc.
Include:
- 3D solid model
- 2D drawings with tolerances
- Surface finish specifications
- Material callouts
Q7: How do we match the weight/heft of original brass hardware?
A: Weight is a critical authenticity factor:
- Use correct alloy density (brass: 0.308 lb/cu in)
- Match wall thickness exactly
- Account for any hollow sections
- Specify weight tolerance (typically ±5%)
If the original has lead weights (common in sash hardware), replicate with hidden steel or brass to avoid lead content issues.
Q8: What’s the lead time for custom reproduction brass hardware?
A: Typical timeline:
- Documentation/measurement: 1-2 weeks
- CAD modeling: 1-3 weeks
- First article production: 2-4 weeks
- Client approval/revisions: 1-2 weeks
- Production: 2-6 weeks (quantity dependent)
- Finishing/patination: 1-2 weeks
Total: 8-16 weeks typical
Rush service available at premium (30-50% upcharge) for urgent restoration projects.