
Navigating Lead-Free Brass (LFBR) Standards for Manufacturing
Introduction: The Regulatory Shift
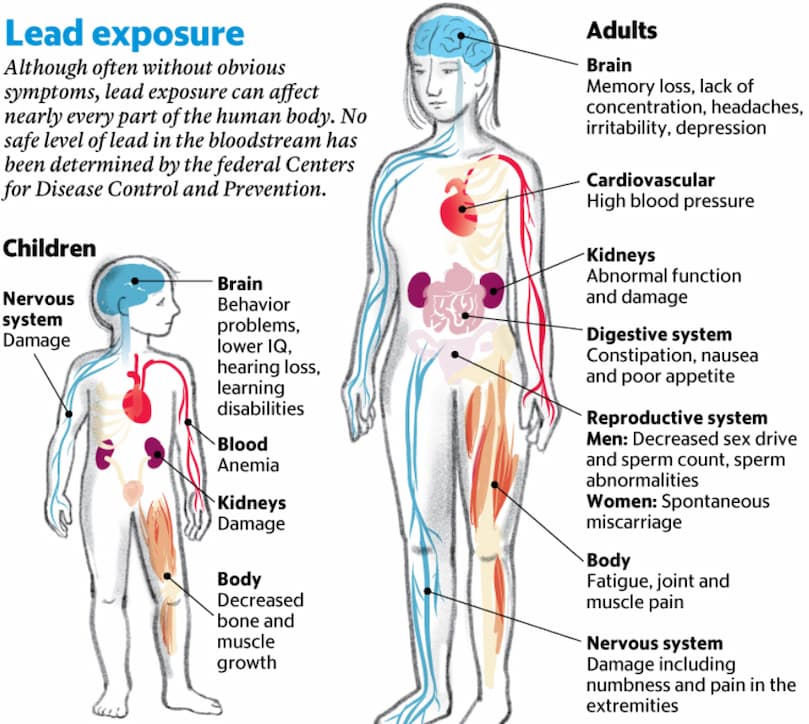
For over a century, lead was considered essential in brass alloys. Added at 1-4% by weight, lead provided the machinability that made brass economical for mass production. But lead is toxic and is particularly dangerous to children’s neurological development, thus leading to regulators worldwide to eliminate it from drinking water systems.
The transition to lead-free brass (LFBR) represents one of the most significant material changes in plumbing and valve manufacturing history. For manufacturers, navigating this shift requires understanding not just the regulatory landscape, but the metallurgical implications of lead-free alloys and how they affect machinability, performance, and cost.
The Regulatory Landscape
United States Requirements for Lead-Free Brass
Reduction of Lead in Drinking Water Act (RLDWA)
- Effective: January 4, 2014
- Requirement: Maximum 0.25% weighted average lead content
- Scope: All pipes, pipe fittings, plumbing fittings, and fixtures
- Previous standard: 8% lead content (per SDWA Section 1417)
NSF/ANSI Standards
| Standard | Scope | Key Requirements |
| NSF/ANSI 61 | Drinking water system components | Lead extraction limits after 17-day exposure |
| NSF/ANSI 372 | Lead content verification | 0.25% maximum lead content |
| NSF/ANSI 358 | Polymer piping systems | Lead-free requirements for fittings |
California Proposition 65
- Requires warnings for lead exposure
- “No significant risk level” for lead: 0.5 μg/day
- Significant liability for non-compliance
International Requirements
European Union
| Regulation | Requirement |
| EU Drinking Water Directive (2020/2184) | Lead limit 10 μg/L in drinking water; member states reducing to 5 μg/L |
| REACH | Lead restricted in consumer products |
| EN 15664 | Influence of materials on water quality |
Canada
- NSFCAN 61 and 372 mirror US NSF standards
- Health Canada lead guideline: 5 μg/L
Asia-Pacific
| Country/Region | Standard | Requirement |
| Australia | AS/NZS 4020 | Lead extraction testing |
| Japan | JIS standards | Lead-free requirements expanding |
| China | GB standards | Varies by application |
| Thailand | TIS standards | Following international trends |
Lead-Free Brass Alloy Alternatives
The Challenge: Replacing Lead’s Function
Lead in brass serves two primary functions:
- Chip breaking: Lead embrittles chips, making them break rather than string
- Lubrication: Lead smears across tool faces, reducing friction
Without lead, brass becomes more difficult to machine as tools wear faster, surface finishes suffer, and cycle times increase.
Lead-Free Alloy Categories
1. Bismuth Brass
| Alloy | UNS | Bi Content | Characteristics |
| Eco Brass | C89325 | 2.5-3.5% | Good machinability, excellent corrosion resistance |
| Bismuth Brass 1 | C89320 | 1.5-3.0% | Direct C36000 replacement |
Machinability: 85-90% of C36000
Color: Similar to leaded brass
Cost: 15-25% premium over leaded
Applications: Plumbing fittings, valves, hardware

2. Silicon Brass
| Alloy | UNS | Si Content | Characteristics |
| Silicon Brass | C69300 | 2.5-3.5% | Excellent machinability, lead-free |
| Silicon Red Brass | C87300 | 3.0-4.0% | Casting alloy, excellent fluidity |
Machinability: 90-95% of C36000
Color: Slightly golden vs. yellow
Cost: 20-30% premium
Applications: High-performance plumbing, marine

3. Tin Brass (Low-Lead)
| Alloy | UNS | Characteristics |
| Semi-Red Brass | C83600 | <0.25% Pb, good castability |
| Leaded Red Brass (legacy) | C83600 | 4-6% Pb, no longer for potable water |
Note: C83600 now produced in low-lead versions for compliance

4. High-Performance Alternatives
| Alloy | UNS | Characteristics | Premium |
| Copper-Nickel | C70600 | Excellent seawater corrosion | 200%+ |
| Stainless Steel | 316L | Maximum corrosion resistance | 150%+ |
| Bronze | C83600 | Traditional, lead-free versions | 40%+ |
Machining Lead-Free Brass
Comparative Machinability
| Alloy | Machinability Rating | Relative to C36000 | Tool Life |
| C36000 (Leaded) | 100% (baseline) | 1.0× | Baseline |
| C69300 (Silicon) | 90-95% | 0.95× | -10% |
| C89325 (Bismuth) | 85-90% | 0.88× | -15% |
| C26000 (Cartridge) | 30% | 0.30× | -50% |
| C36000 (No Lead) | 40% | 0.40× | -40% |
Tooling Adjustments for LFBR
Cutting Tools
| Parameter | Leaded Brass | LFBR Recommendation | Rationale |
| Tool material | HSS or Carbide | Premium Carbide or Coated | Higher cutting forces |
| Coating | Optional | TiN, TiAlN recommended | Reduces built-up edge |
| Rake angle | 5-10° | 8-12° | Reduces cutting force |
| Clearance angle | 5-7° | 7-10° | Reduces rubbing |
| Nose radius | Standard | Reduced slightly | Better chip control |
Cutting Parameters
| Parameter | Leaded Brass | LFBR Adjustment |
| Surface Speed (SFM) | 400-800 | Reduce 10-20% |
| Feed Rate (IPR) | 0.005-0.015 | Reduce 10-15% |
| Depth of Cut | Full depth | Reduce 20% or increase passes |
| Coolant | Optional | Recommended |
| Coolant Type | Soluble oil | High-lubricity synthetic |
Chip Control Strategies
The Challenge LFBR produces long, stringy chips rather than broken chips:
- Safety hazard (stringy chips wrap around tools, parts, operators)
- Poor surface finish from chip recutting
- Increased heat generation
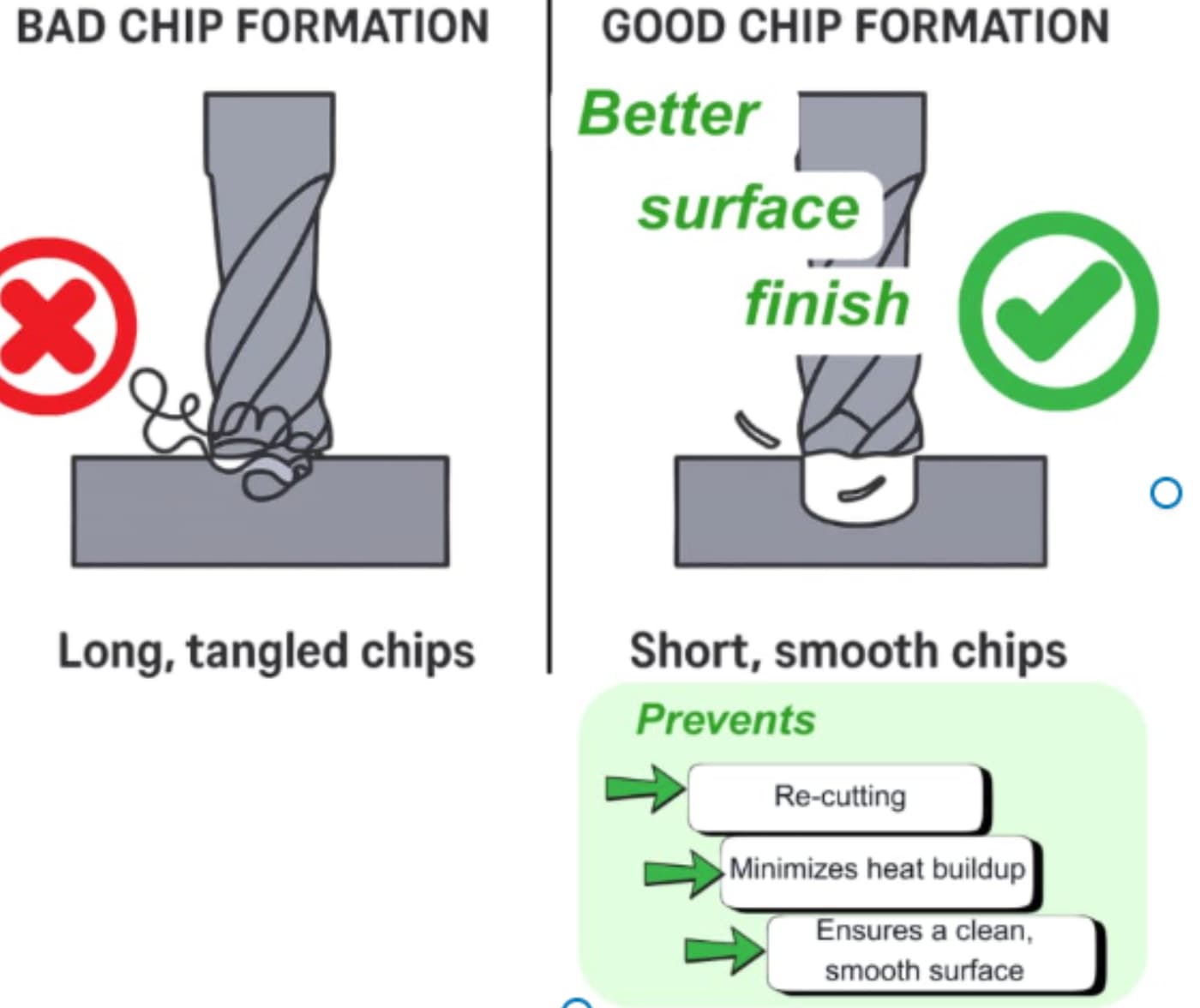
Solutions
| Strategy | Implementation |
| High-pressure coolant | 1000+ PSI directed at cutting zone |
| Chip breakers | Ground into tool geometry |
| Peck drilling | Interrupt cut to break chips |
| Oscillating feeds | Vary feed rate to vary chip thickness |
| Through-spindle coolant | For deep-hole drilling |
| Air blast | Supplement coolant for chip evacuation |
Tool Life Management
Expected Changes
| Tool Type | Leaded Brass Life | LFBR Life | Impact |
| Drill bits | 10,000 holes | 6,000-8,000 holes | -20-40% |
| End mills | 50 parts | 35-40 parts | -20-30% |
| Taps | 5,000 holes | 3,000-4,000 holes | -20-40% |
| Inserts | 4 hours | 3 hours | -25% |
Cost Mitigation
- Buy coated tools in volume
- Implement tool life monitoring
- Consider indexable vs. solid tools
- Negotiate consignment tooling agreements
Design Considerations for LFBR
Geometry Modifications
To improve machinability of LFBR components:
| Feature | Leaded Design | LFBR Optimization |
| Internal corners | Sharp corners | Radius minimum 0.015″ |
| Deep holes | L/D ratio 4:1 | Reduce to 3:1 or peck |
| Thin walls | 0.030″ | Increase to 0.050″ |
| Threads | Cut to full depth | Reduce engagement 75% |
| Surface finish | 32 μin Ra | Specify 63 μin Ra acceptable |
| Tight tolerances | ±0.001″ | Loosen to ±0.002″ where possible |
Surface Finish Expectations
| Alloy | Typical Ra (μin) | Best Achievable | Notes |
| C36000 | 16-32 | 8 | Excellent finish |
| C69300 | 32-63 | 16 | Good with proper tooling |
| C89325 | 32-63 | 16 | Good with proper tooling |
| C26000 | 63-125 | 32 | Requires optimization |
Tolerance Adjustments
LFBR work-hardens more readily than leaded brass:
- Allow for springback in forming operations
- Consider stress-relief annealing between operations
- Tighter process control required
Quality Control for LFBR
Material Verification
Incoming Inspection
- XRF (X-Ray Fluorescence) testing mandatory
- Verify lead content <0.25%
- Check silicon or bismuth content per specification
- Retain samples with heat/lot traceability
Testing Protocol
| Test | Method | Frequency | Acceptance |
| Chemistry | XRF or OES | Each lot | <0.25% Pb |
| Hardness | Rockwell B | Each lot | Per specification |
| Microstructure | Metallography | Sampling | No lead segregation |
| Corrosion | ISO 6509 | Quarterly | No dezincification |
Production Monitoring
In-Process Checks
- Tool wear monitoring (shorter intervals)
- Dimensional checks (thermal expansion differs)
- Surface finish verification
- Chip form assessment
First Article Requirements
- Full dimensional report
- Material certification review
- Surface finish measurement
- Torque testing (for threaded components)
- Pressure testing (for pressure-containing parts)
Cost Analysis
Material Cost Premium
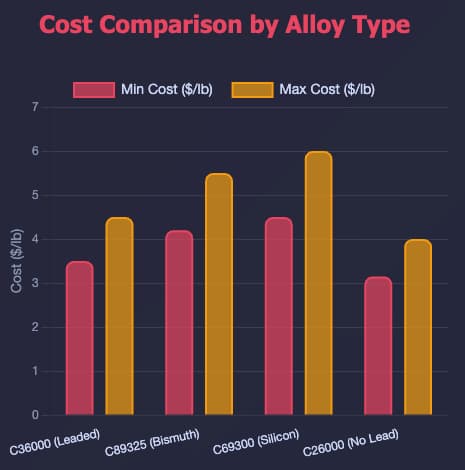
| Alloy | Cost vs. C36000 | 2026 Est. ($/lb) |
| C36000 (Leaded) | Baseline | ₫189,000–₫243,000/kg ($3.50–$4.50/lb) |
| C89325 (Bismuth) | +15-25% | ₫226,800–₫297,000/kg ($4.20–$5.50/lb) |
| C69300 (Silicon) | +20-30% | ₫243,000–₫324,000/kg ($4.50–$6.00/lb) |
| C26000 (No lead) | -10% to baseline | ₫170,100–₫216,000/kg ($3.15–$4.00/lb) |
Total Cost Impact
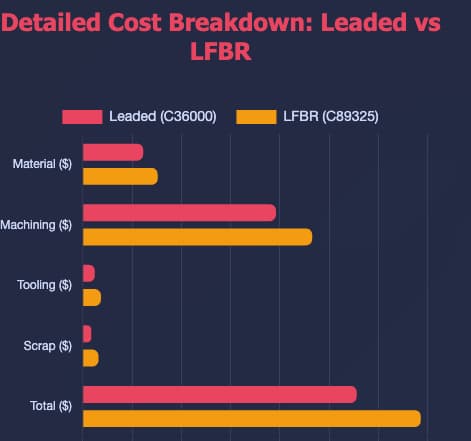
Example: 2″ Brass Valve Body
| Cost Factor | Leaded (C36000) | LFBR (C89325) | Change |
| Material | ₫61,250 ($2.50) | ₫75,950 ($3.10) | +24% |
| Machining (cycle time) | ₫196,000 ($8.00) | ₫232,750 ($9.50) | +19% |
| Tooling (amortized) | ₫12,250 ($0.50) | ₫18,375 ($0.75) | +50% |
| Scrap rate (3% vs 5%) | ₫8,575 ($0.35) | ₫15,925 ($0.65) | +86% |
| Total per part | ₫278,075 ($11.35) | ₫343,000 ($14.00) | +23% |
Cost Mitigation Strategies
- Near-net-shape forming: Reduce machining (forging, casting)
- Optimized toolpaths: CAM software optimized for LFBR
- High-speed machining: Compensate with speed where possible
- Volume purchasing: Negotiate LFBR material contracts
- Customer education: Price adjustment for compliance value
Southeast Asia Manufacturing Context
Regional LFBR Availability
Thailand
- Limited domestic LFBR production
- Primary alloys available: C69300 (imported), C89325 (limited)
- Most LFBR imported from Japan, Korea, or Europe
- Higher costs due to import duties and shipping
Supply Chain Recommendations
- Establish relationships with LFBR-certified distributors
- Consider stocking programs for volume products
- Plan 8-12 week lead times for specialty alloys
- Validate local testing capabilities (XRF)
Regulatory Trends
Thailand Water Supply Regulations
- Ministry of Public Health following international standards
- Lead limits in drinking water being reduced
- Expect alignment with EU/USA standards within 5-10 years
ASEAN Harmonization
- ASEAN Economic Community driving standard alignment
- Regional certification mutual recognition developing
- Export-oriented manufacturers should adopt strictest applicable standard
Export Market Requirements
| Destination | Standard | Certification Needed |
| USA | NSF/ANSI 61, 372 | NSF certification |
| EU | EN 15664, EN 12502 | CE marking, testing |
| Canada | NSF/ANSI 61, 372 | cNSF certification |
| Australia | AS/NZS 4020 | WaterMark certification |
Conclusion
Navigating the transition to lead-free brass requires more than simply replacing one alloy with another. It demands a deeper understanding of material behavior, machining implications, regulatory compliance, and cost trade-offs. From bismuth and silicon brass to high-performance alternatives, each material presents its own balance of machinability, corrosion resistance, and production efficiency.
As global standards continue to tighten, manufacturers must adopt a proactive approach by implementing robust quality control systems, optimizing machining strategies, and designing parts specifically for lead-free materials. The ability to manage chip control, tool wear, and process stability becomes increasingly critical in maintaining both quality and cost competitiveness.
In this evolving landscape, material selection and process strategy go hand in hand. At Align Manufacturing, we support our partners by integrating advanced manufacturing approaches, including near-net-shape techniques and optimized investment casting materials, to reduce machining burden while maintaining compliance and performance. This integrated approach not only ensures adherence to global standards but also strengthens long-term competitiveness in a rapidly changing supply chain.
FAQ
Q1: Can we still use leaded brass for non-potable applications?
A: Yes, but with caveats:
- Industrial, non-drinking water applications may still use leaded brass
- Must ensure no cross-connection to potable systems
- Some jurisdictions restrict leaded brass entirely
- Consider customer preference as many want lead-free even where not required
- Best practice: Transition to LFBR across all product lines
Q2: Is LFBR as corrosion-resistant as leaded brass?
A: Generally yes, and sometimes better:
- Bismuth brass (C89325): Comparable corrosion resistance
- Silicon brass (C69300): Superior dezincification resistance
- Silicon brass: Better saltwater performance than C36000
- No lead = no lead leaching = better for long-term potable water
Q3: Can we recycle LFBR the same as leaded brass?
A: With segregation:
- LFBR should be separated from leaded brass scrap
- Mixed scrap complicates recycling and may compromise compliance
- Some recyclers pay premium for segregated LFBR
- Mark LFBR parts clearly for end-of-life identification
Q4: Will LFBR tarnish or patina differently than leaded brass?
A: Slight differences:
- Silicon brass may develop slightly different patina color
- Bismuth brass patina very similar to leaded
- Both develop protective patina over time
- Overall appearance and protective qualities equivalent
Q5: Can we substitute C69300 directly for C36000?
A: With adjustments:
- Yes for chemistry compliance (<0.25% Pb)
- Yes for corrosion performance (C69300 superior)
- With caution for machining (adjust parameters)
- Verify for specific applications (pressure ratings may differ)
- Check with customers for specification acceptance
Q6: How do we handle legacy inventory of leaded brass parts?
A: Options:
- Non-potable markets: Sell to industrial applications if legal
- Recycling: Return to mill for credit
- Rework: Machine to LFBR if specifications permit
- Write-off: Scrap and claim loss
- Export: Markets with less stringent requirements (declining)
Never install leaded brass in potable water systems.
Q7: Do we need new tooling for every LFBR alloy?
A: Not necessarily:
- General-purpose carbide tooling works across LFBR alloys
- Optimize parameters per alloy
- Some high-performance coatings benefit all LFBR machining
- Keep leaded brass tools separate to avoid cross-contamination
Q8: How do we prove compliance to customers?
A: Documentation package:
- Mill certification showing <0.25% Pb
- XRF test results (incoming inspection)
- NSF/ANSI 372 certification (if required)
- Material safety data sheet
- Traceability records (heat/lot to finished part)
- Third-party test reports (if specified)