
Brass Alloy Guide for Machining: Choosing C360, C464, C485 & More
Selecting the right brass alloy for your CNC machining project can mean the difference between profitable production runs and costly material failures. With dozens of brass grades available, each offering unique combinations of machinability, corrosion resistance, and mechanical properties, engineers and buyers face a complex decision matrix.
This guide cuts through the complexity. We’ll compare the most commonly machined brass alloys, including C360 free-cutting brass, C464 naval brass, and C485 lead-free alternatives, giving you the data you need to make informed material selections for your specific applications.
Why Brass Dominates CNC Machining
Brass has earned its place as one of the most machined metals in manufacturing. According to industry data, brass accounts for approximately 15% of all non-ferrous metal machining operations globally. The reasons are straightforward:
Superior Machinability: Most brass alloys machine at 100% machinability ratings compared to free-cutting steel, meaning faster production cycles and lower tool wear.
Excellent Surface Finish: Brass produces smooth, aesthetically pleasing surfaces without secondary finishing operations, critical for visible components.
Dimensional Stability: Brass maintains tight tolerances during and after machining, reducing scrap rates.
Corrosion Resistance: The copper content provides natural resistance to atmospheric corrosion, extending component lifespan.
Recyclability: Brass scrap retains high value, with recycling rates exceeding 90% in many manufacturing environments.
Understanding Brass Alloy Designations
Brass alloys follow the ASTM designation system, where “C” indicates a copper alloy, and the following numbers identify specific compositions. The first digit provides clues about the alloy family:
- C1xx: Commercially pure copper
- C2xx: Copper-zinc alloys (brasses)
- C3xx:Copper-zinc-lead alloys (leaded brasses)
- C4xx: Copper-zinc-tin alloys (tin brasses)
- C5xx: Copper-tin alloys (bronzes)
For machining applications, the C3xx and C4xx series dominate because lead and tin additions dramatically improve machinability.
C360 Free-Cutting Brass: The Machining Standard
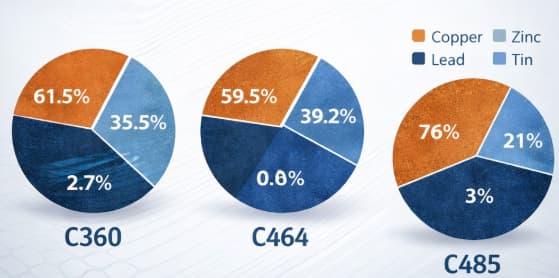
C36000, commonly called free-cutting brass or engraving brass, represents the gold standard for machinability. This alloy contains approximately 61.5% copper, 35.5% zinc, and 3% lead.
Key Properties of C360 Brass
| Property | Value |
| Machinability Rating | 100% (baseline) |
| Tensile Strength | 48,000–55,000 psi |
| Yield Strength | 32,000–40,000 psi |
| Elongation | 15–20% |
| Hardness (Rockwell B) | 55–65 |
| Density | 0.307 lb/in³ |
Chemical Composition of C360 Brass
| Element | Percentage |
| Copper | 60.0–63.0% |
| Lead | 2.5–3.7% |
| Iron | 0.35% max |
| Zinc | Balance |
Best Applications For C360 Brass
C360 excels in high-speed screw machine operations and applications requiring:
- Complex geometries with tight tolerances
- Excellent surface finishes
- High production volumes
- Threaded components and fasteners
- Electrical connectors and terminals
- Decorative hardware
The lead content forms discrete particles that act as chip breakers and lubricants during machining. This produces small, manageable chips rather than long stringers that can entangle tooling and damage workpieces.
Cost Considerations For C360 Brass
C360 typically costs ฿278–฿357 per kg (₫189,000–₫243,000 per kg) ($3.50–$4.50 per lb), making it one of the more economical brass alloys. The high machinability reduces overall part costs through faster cycle times and extended tool life, even when accounting for the premium over lower-machinability alternatives.
Choose C360 Brass When:
- Maximum production speed is priority
- Parts require complex geometries
- Surface finish is critical
- Application allows lead content
- Cost minimization drives decisions
C464 Naval Brass: Corrosion Resistance Champion
C46400 naval brass combines good machinability with exceptional resistance to saltwater corrosion. The addition of approximately 1% tin to the copper-zinc matrix creates this marine-grade material.
Key Properties Of C464 Brass
| Property | Value |
| Machinability Rating | 30% of C360 |
| Tensile Strength | 58,000–75,000 psi |
| Yield Strength | 30,000–55,000 psi |
| Elongation | 18–40% |
| Hardness (Rockwell B) | 60–80 |
| Density | 0.304 lb/in³ |

Chemical Composition Of C464 Brass
| Element | Percentage |
| Copper | 59.0–62.0% |
| Tin | 0.50–1.0% |
| Lead | 0.20% max |
| Iron | 0.10% max |
| Zinc | Balance |
Best Applications For C464 Brass
Naval brass shines in aggressive environments:
- Marine hardware and fittings
- Heat exchanger tubes and plates
- Valve bodies and stems
- Pump components
- Propeller shafts
- Condenser tubes
- Desalination equipment
The tin addition creates a protective surface film that resists dezincification, which is a corrosion mechanism where zinc selectively leaches from the alloy, leaving porous copper. This makes C464 indispensable for seawater applications where C360 would fail prematurely.
Choose C464 Brass When:
- Saltwater exposure occurs
- Heat exchanger applications
- Dezincification resistance needed
- Moderate machinability is acceptable
- Long-term corrosion resistance justifies slower production
Machining Considerations For C464 Brass
C464’s 30% machinability rating means production runs take approximately three times longer than equivalent C360 parts. However, for marine applications, this trade-off is unavoidable. Machine shops should:
- Reduce cutting speeds by 30–40% compared to C360
- Use sharp carbide tooling
- Increase coolant flow to manage heat
- Expect shorter tool life between changes
C485 Lead-Free Brass: Environmental Compliance
C48500 addresses growing environmental and health concerns about lead in drinking water systems. This alloy maintains reasonable machinability while meeting lead-free requirements.
Key Properties Of C485 Brass
| Property | Value |
| Machinability Rating | 85–90% of C360 |
| Tensile Strength | 50,000–58,000 psi |
| Yield Strength | 34,000–42,000 psi |
| Elongation | 12–18% |
| Hardness (Rockwell B) | 60–70 |
| Density | 0.306 lb/in³ |

Chemical Composition Of C485 Brass
| Element | Percentage |
| Copper | 59.0–62.0% |
| Tin | 0.50–0.75% |
| Lead | 0.09% max (lead-free) |
| Iron | 0.10% max |
| Zinc | Balance |
Best Applications For C485 Brass
C485 serves lead-free requirements in:
- Potable water fittings and valves
- Plumbing fixtures
- Food processing equipment
- Medical devices
- Children’s toys
- Electrical components
Choose C485 Brass When:
- Potable water contact occurs
- Lead-free compliance required
- Food/medical applications
- Balanced machinability and compliance needed
- Premium cost acceptable for regulatory adherence
The Lead-Free Challenge
Eliminating lead while maintaining machinability required metallurgical innovations. C485 achieves this through:
- Controlled tin additions for chip breaking
- Tighter composition controls
- Specialized heat treatment processes
While not quite matching C360’s legendary machinability, C485’s 85–90% rating makes it production-friendly for most applications. The cost premium of approximately 15–20% over C360 is often justified by regulatory compliance.
Comprehensive Brass Alloy Comparison
| Property | C360 Brass | C464 Brass | C485 Brass |
| Machinability | 100% | 30% | 85–90% |
| Corrosion Resistance | Good | Excellent | Good |
| Marine Suitability | Poor | Excellent | Moderate |
| Lead Content | 2.5–3.7% | <0.20% | <0.09% |
| Cost (per kg) | ฿270–฿350/kg, ₫165,000–₫212,000/kg ($3.50–$4.50/lb) | ฿310–฿425/kg, ₫189,000–₫260,000/kg ($4.00–$5.50/lb) | ฿325–฿450/kg, ₫198,000–₫275,000/kg ($4.20–$5.80/lb) |
| Typical Lead Time | Standard | Standard | Longer |
| Tensile Strength | 48–55 ksi | 58–75 ksi | 50–58 ksi |
| Primary Advantage | Machinability | Corrosion resistance | Lead-free compliance |
Machining Best Practices by Alloy
C360 Machining Parameters
- Cutting Speed: 300–500 SFM (surface feet per minute)
- Feed Rate: 0.005–0.015 in/rev
- Depth of Cut: 0.050–0.200 inches
- Tool Material: Carbide or coated HSS
- Coolant: Soluble oil or synthetic
C464 Machining Parameters
- Cutting Speed: 150–250 SFM
- Feed Rate: 0.003–0.010 in/rev
- Depth of Cut: 0.030–0.100 inches
- Tool Material: Sharp carbide
- Coolant: High-flow soluble oil
C485 Machining Parameters
- Cutting Speed: 250–400 SFM
- Feed Rate: 0.004–0.012 in/rev
- Depth of Cut: 0.040–0.150 inches
- Tool Material: Carbide with polished flutes
- Coolant: Soluble oil recommended

Cost-Performance Analysis
Material selection involves more than per-pound pricing. Consider total cost of ownership:
C360 Total Cost Example:
- ฿159 (₫49,000) ($2.00)
- Machining time:
฿108 (₫73,500) ($3.00) - Tool wear:
฿9 (₫6,100) ($0.25) - Total per part: ฿189 (₫128,600) ($5.25)
C464 Total Cost Example:
- Material:
฿188 (₫58,300) ($2.38) - Machining time:
฿324 (₫220,500) ($9.00) - Tool wear:
฿27 (₫18,400) ($0.75) - Total per part: ฿437 (₫297,200) ($12.13)
C485 Total Cost Example:
- Material:
฿198 (₫61,300) ($2.50) - Machining time:
฿135 (₫91,900) ($3.75) - Tool wear:
฿13 (₫8,600) ($0.35) - Total per part: ฿238 (₫161,800) ($6.60)
For marine applications, C464’s additional $6.88 per part is justified by corrosion resistance. For lead-free plumbing, C485’s $1.35 premium over C360 is unavoidable for regulatory compliance.
Additional Brass Alloys for Specialized Applications
Beyond the three primary alloys covered above, several specialized brass grades deserve consideration for specific manufacturing scenarios.
C353 High-Leaded Brass
C35300 offers even higher lead content than C360, pushing machinability beyond standard ratings. With 3.5–4.5% lead content, this alloy produces ultra-small chips ideal for intricate Swiss-style machining operations.
Applications:
- Watch components requiring micro-precision
- Medical instrument fittings
- Electronic connector pins
- Optical equipment hardware
Considerations: The higher lead content raises environmental handling concerns and restricts C353 to non-potable water applications. However, for pure machining performance in complex geometries, few alloys compete.
C385 Architectural Bronze
Despite its name, C385 is actually a brass alloy containing 55–60% copper, 39–42% zinc, and 2.5–3.5% lead. The “bronze” designation stems from its historical use and color rather than composition.
Properties:
- Good machinability (90% of C360)
- Excellent hot working characteristics
- Attractive golden color for decorative applications
- Good cold working properties
Applications:
- Ornamental hardware
- Hinges and decorative fittings
- Trim and molding
- Nameplates and plaques
C693 Eco Brass
C69300 represents the next generation of lead-free brass alloys, achieving machinability ratings approaching 95% of C360 through bismuth and selenium additions rather than tin.
Advantages over C485:
- Superior machinability (95% vs 85–90%)
- Better chip formation
- Lower tool wear
- Excellent for high-speed machining
Cost: C693 commands a 25–30% premium over C360, but for high-volume lead-free production, the improved machinability often justifies the expense through reduced cycle times.
Heat Treatment and Stress Relieving
While brass alloys are generally used in their as-machined condition, certain applications benefit from thermal processing.
Stress Relieving
Machining operations induce residual stresses that can cause distortion during service or subsequent processing. Stress relieving at 400–500°F for 1–2 hours reduces these stresses without significantly affecting mechanical properties.
When to stress relieve:
- Large, thin-walled components
- Parts requiring tight flatness tolerances
- Components undergoing secondary welding
- Precision assemblies requiring long-term dimensional stability
Annealing
For applications requiring extensive cold forming after machining, annealing at 800–1,000°F softens the material. However, annealed brass machines poorly compared to work-hardened or half-hard tempers.
Best practice: Complete all machining operations before final annealing if possible.
Quality Control and Testing
Ensuring brass alloy quality requires appropriate testing protocols.
Chemical Verification
For critical applications, request mill test certificates verifying:
- Exact composition percentages
- Lead content (especially important for lead-free requirements)
- Trace element limits
Mechanical Testing
Standard tensile testing confirms:
- Ultimate tensile strength within specification
- Yield strength adequate for application
- Elongation for formability requirements
Dimensional Inspection
Brass bar stock should arrive within specified tolerances:
- Diameter: typically ±0.002 to ±0.005 inches
- Straightness: 0.025 inches per foot maximum
- Corner radii per specification
Environmental and Regulatory Considerations
Material selection increasingly involves regulatory compliance.
RoHS Compliance
The Restriction of Hazardous Substances directive limits lead content in electrical and electronic equipment. C360 and other leaded brasses face restrictions in:
- Consumer electronics
- Electrical distribution equipment
- Automotive components (increasingly)
Prop 65 Compliance (California)
Products containing leaded brass sold in California require warning labels. C485 and C693 eliminate this requirement.
NSF/ANSI 61 Certification
For potable water applications, alloys must meet NSF/ANSI 61 standards. C485 is certified; C360 is not suitable for drinking water contact.
Supply Chain and Availability
Understanding material availability helps production planning.
Standard Forms
Brass alloys are readily available as:
- Round bar: 1/8″ to 6″ diameter
- Hexagonal bar: 1/4″ to 3″ across flats
- Square bar: 1/4″ to 2″
- Rectangular bar: Various dimensions
- Hollow bar: For reducing material waste
Lead Times
- C360: Standard stock item, 1–2 weeks
- C464: Readily available, 1–3 weeks
- C485: Longer lead times, 3–6 weeks due to lower demand volumes
Pricing Trends
Brass pricing tracks copper commodity markets with zinc and lead premiums. Over the past five years, brass alloys have shown 3–5% annual price increases, with greater volatility for lead-free grades as environmental regulations tighten.
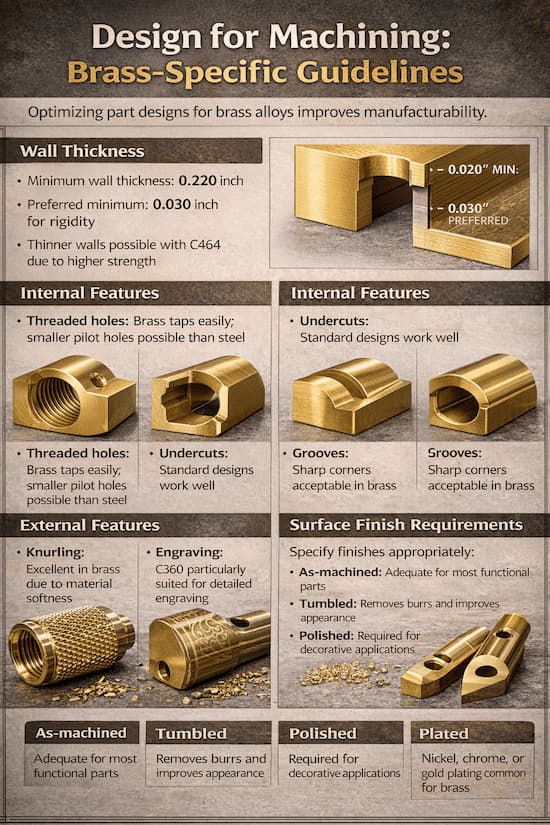
Design for Machining: Brass-Specific Guidelines
Optimizing part designs for brass alloys improves manufacturability.
Wall Thickness
Brass allows thinner walls than steel due to its superior machinability:
- Minimum wall thickness: 0.020 inches for C360
- Preferred minimum: 0.030 inches for rigidity
- Thinner walls possible with C464 due to higher strength
Internal Features
- Threaded holes: Brass taps easily; smaller pilot holes possible than steel
- Undercuts: Standard designs work well
- Grooves: Sharp corners acceptable in brass
External Features
- Knurling: Excellent in brass due to material softness
- Engraving: C360 particularly suited for detailed engraving
- Cross-holes: Minimal burr formation compared to steel
Surface Finish Requirements
Specify finishes appropriately:
- As-machined: Adequate for most functional parts
- Tumbled: Removes burrs and improves appearance
- Polished: Required for decorative applications
- Plated: Nickel, chrome, or gold plating common for brass
Summary and Quick Reference
| Application Requirement | Recommended Alloy |
| Maximum machinability | C360 |
| Marine/saltwater exposure | C464 |
| Lead-free compliance | C485 or C693 |
| Decorative/decorative | C385 |
| Micro-precision parts | C353 |
| High-speed lead-free | C693 |
| General purpose | C360 |
| Heat exchangers | C464 |
| Potable water | C485 |
Material selection ultimately balances performance requirements, manufacturing constraints, regulatory compliance, and cost. This guide provides the foundational knowledge for making informed brass alloy selections that optimize your CNC machining operations.
For applications not clearly addressed above, consult with material engineers or brass suppliers who can provide application-specific guidance based on your unique requirements and production environment.
Conclusion
Selecting the optimal brass alloy for machining requires balancing machinability, corrosion resistance, regulatory compliance, and cost. C360 remains the production champion for general applications where lead content poses no concerns. C464 serves critical marine and heat transfer applications despite machining challenges. C485 bridges the gap between performance and environmental compliance.
By understanding these alloys’ distinct properties and following the machining guidelines outlined above, manufacturing engineers and buyers can optimize both part performance and production economics. The data-driven comparisons in this guide provide the foundation for informed material selection decisions.
For complex applications or high-volume production runs, we at Align MFG work closely with our customers to ensure the right material and process decisions are made from the start. With our focus on precision machining in Vietnam, Thailand and India, we combine material expertise, supplier control, and production discipline to deliver consistent, reliable results across a wide range of industries.
The small time investment in proper alloy selection pays dividends through improved quality, reduced scrap, and lower total manufacturing costs, making it a critical step in any successful machining project.
Frequently Asked Questions
What is the most machinable brass alloy?
C360 free-cutting brass holds the industry standard with a 100% machinability rating. The 3% lead content creates optimal chip formation and tool life. No other brass alloy matches its production efficiency.
Can I use C360 for marine applications?
No. C360 lacks adequate corrosion resistance for saltwater environments. The zinc content makes it susceptible to dezincification. For marine applications, C464 naval brass is the appropriate choice despite its lower machinability.
Is lead-free brass harder to machine?
Generally yes, but the difference is manageable. C485 lead-free brass achieves 85–90% of C360’s machinability. Modern lead-free alloys have improved significantly through tin additions and metallurgical refinements. The machining trade-off is acceptable for regulatory compliance.
How do I prevent corrosion when machining brass?
Use appropriate coolants and avoid contamination. For C360 and C485, standard soluble oils work well. For C464 in marine applications, ensure complete removal of machining residues. Consider passivation treatments for critical corrosion-resistant components.
What brass alloy should I choose for drinking water fittings?
C485 lead-free brass is required for potable water applications under modern regulations. Its lead content below 0.09% meets safety standards while maintaining reasonable machinability for production environments.
Can brass alloys be welded after machining?
C360 is generally considered unweldable due to lead content causing cracking. C464 can be welded using appropriate procedures, though heat-affected zones require consideration. C485 offers better weldability than C360. For welded assemblies, consider starting with C464 or C485 stock.
What surface finishes can I achieve with brass machining?
C360 produces the finest as-machined surfaces, often achieving 32–63 microinch Ra without additional finishing. C464 and C485 typically achieve 63–125 microinch Ra. All brass alloys accept plating, painting, and chemical finishing if required.