
Brass Valve Manufacturing: Forging vs. Casting for Durability & Pressure
What Is Forging In Manufacturing?
Forging is a manufacturing process that shapes brass by applying compressive force to heated metal billets or bar stock. Under high pressure, the material is deformed into the desired valve shape, creating a dense structure with aligned grain flow. This results in superior mechanical strength, higher pressure resistance, and improved durability, making forging ideal for demanding and safety-critical applications.
What Is Casting In Manufacturing?
Casting is a manufacturing process where molten brass is poured into a mold and allowed to solidify into the desired shape. This method enables the production of complex geometries and internal passages that would be difficult or costly to machine or forge. While casting is more cost-effective and flexible in design, it typically produces components with lower mechanical strength compared to forged parts.
Introduction: The Critical Choice in Valve Production And Manufacturing
Brass valves are essential components in plumbing, industrial, and marine applications where reliable fluid control under pressure is non-negotiable. The debate between manufacturing methods of forging versus casting, fundamentally determines the valve’s mechanical properties, pressure ratings, durability, and cost. Understanding these differences enables buyers and engineers to make informed decisions that balance performance requirements with budget constraints.
This technical deep-dive compares forging and casting processes for brass valve manufacturing, examining how each method affects material structure, pressure handling, longevity, and economic considerations.
Understanding Manufactured Brass Valve Applications
Common Valve Types
| Valve Type | Primary Application | Pressure Requirements | Typical Manufacturing Method |
| Ball Valves | On/off flow control | 150-600 PSI WOG | Both forging and casting |
| Gate Valves | Isolation services | 125-250 PSI | Primarily casting |
| Globe Valves | Throttling applications | 150-300 PSI | Forging preferred |
| Check Valves | Backflow prevention | 200-600 PSI | Both methods |
| Pressure Relief Valves | Safety applications | 50-400 PSI set pressure | Forging required |
| Marine Valves | Seawater applications | 150-300 PSI | Forging with DZR brass |
Industry Manufacturing Standards
Brass valves must comply with multiple standards depending on application:
- ASTM B62: Standard specification for composition bronze or ounce metal castings
- ASTM B16/B16M: Free-cutting brass rod, bar and shapes for use in screw machines
- NSF/ANSI 61: Drinking water system components: health effects
- NSF/ANSI 372: Drinking water system components: lead content
- MSS SP-110: Ball valves threaded, socket-welding, solder joint, grooved and flared ends
- UL 252: Compressed gas pressure regulators
Forging: The Strength Advantage
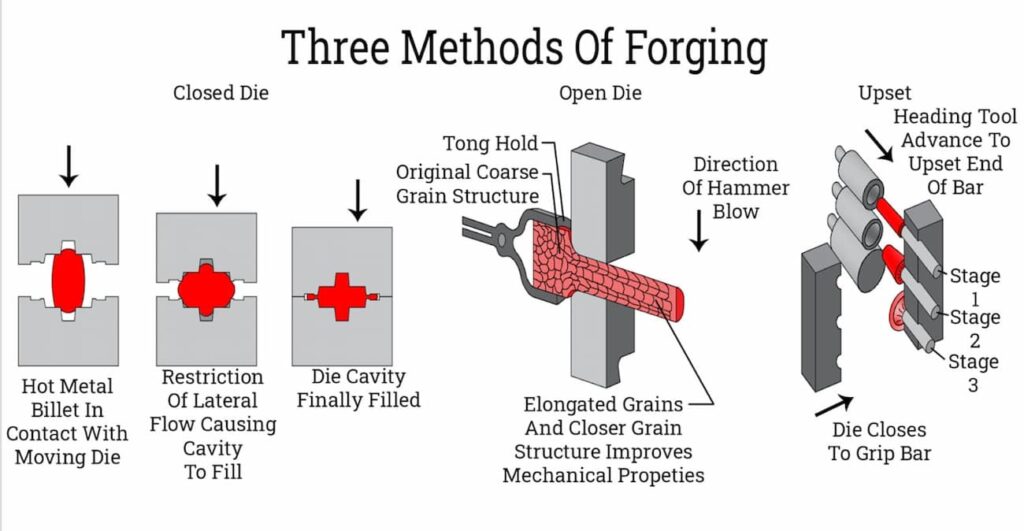
The Forging Process for Manufacturing Brass Valves
Forging shapes brass by applying compressive force to heated billets or bar stock. The process fundamentally transforms the material’s internal structure:
- Billet Preparation: Brass rod or bar (typically C36000 free-cutting brass or C37700 forging brass) is cut to weight
- Heating: Billets heated to 1,200-1,400°F (650-760°C) for optimal plasticity
- Forming: Mechanical presses (up to 2,500 tons) or hammers shape the heated brass into valve bodies
- Trimming: Excess material (flash) is removed
- Heat Treatment: Stress relief annealing for complex geometries
- Machining: Precision CNC finishing of seats, threads, and sealing surfaces
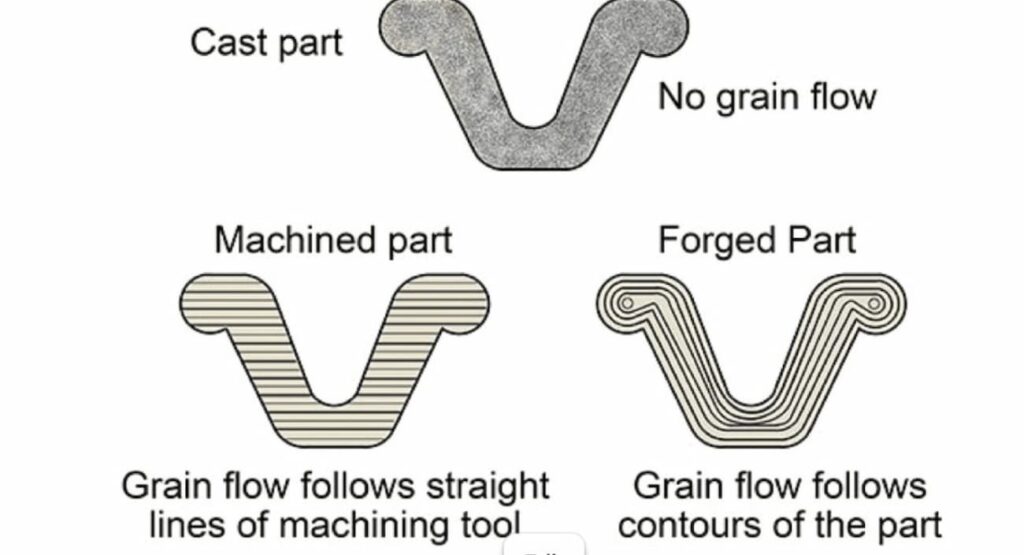
Metallurgical Benefits of Forging
Grain Structure Alignment Forging creates directional grain flow that follows the valve’s contours. This grain alignment provides:
- Superior fatigue resistance (3-5× better than castings)
- Higher impact strength
- Improved resistance to stress corrosion cracking
Porosity Elimination Unlike casting, forging eliminates internal porosity through compression:
- Zero gas porosity or shrinkage cavities
- Uniform density throughout the valve body
- Predictable pressure ratings without weak points
Mechanical Manufacturing Property Improvements
| Property | Forged Brass | Cast Brass | Improvement |
| Tensile Strength | 50,000-60,000 PSI | 30,000-40,000 PSI | +50-67% |
| Yield Strength | 35,000-45,000 PSI | 15,000-20,000 PSI | +100-125% |
| Elongation | 15-25% | 15-20% | Similar |
| Fatigue Strength | 18,000-22,000 PSI | 6,000-10,000 PSI | +120-200% |
| Hardness (Brinell) | 80-100 HB | 60-80 HB | +25-33% |
Pressure Rating Advantages In Manufacturing
Forged brass valves consistently achieve higher working pressure ratings:
- Standard Forged Valves: 600 PSI WOG (Water, Oil, Gas)
- High-Pressure Forged: 1,500+ PSI for hydraulic applications
- Steam Service: 250 PSI saturated steam ratings common
The absence of internal defects means forged valves can safely handle pressure spikes and thermal cycling that would risk casting failure.
When Forging is Essential In Manufacturing
Specify forged brass valves for:
- High-pressure applications (>300 PSI)
- Thermal cycling environments
- Safety-critical systems (gas, steam)
- Corrosive media (saltwater, chemicals)
- Applications requiring maximum longevity
- Aerospace and military specifications
Casting: The Economic and Geometric Advantage
Casting Processes for Manufacturing Brass Valves
Multiple casting methods produce brass valve bodies, each with distinct characteristics:
Sand Casting
- Traditional method using bonded sand molds
- Suitable for large valves (>2 inches)
- Lower tooling costs, rougher surface finish
- Requires more machining allowance
Investment Casting (Lost Wax)
- Wax patterns coated with ceramic shell
- Excellent for complex internal geometries
- Near-net-shape reduces machining
- Best surface finish of casting methods
Die Casting
- High-pressure injection into steel dies
- Fast cycle times for high volumes
- Excellent dimensional repeatability
- Limited to zinc-based alloys primarily
Permanent Mold Casting
- Gravity-fed into reusable metal molds
- Good mechanical properties
- Cost-effective for medium volumes
- Common for 1/2″ to 3″ valve sizes
Economic Advantages of Manufacturing Using Casting
Lower Material Waste
- Near-net-shape reduces machining by 30-50%
- Complex internal passages cast-in, not machined
- Recycled gating and riser material
Tooling Amortization
- Sand casting: Lowest tooling cost ฿180,000–฿720,000 (₫122,500,000–₫490,000,000) ($5,000–$20,000)
- Investment casting: Moderate cost ฿540,000–฿1,800,000 (₫367,500,000–₫1,225,000,000) ($15,000–$50,000)
- Permanent mold: Higher cost ฿900,000–฿3,600,000 (₫612,500,000–₫2,450,000,000) ($25,000–$100,000) but longer life
Volume Economics
| Volume (units/year) | Most Economical Method |
| <1,000 | Sand casting |
| 1,000-10,000 | Investment casting |
| 10,000-50,000 | Permanent mold |
| >50,000 | Die casting (if alloy permits) |
Geometric Flexibility
Casting enables features impossible or prohibitively expensive to forge:
- Complex internal flow passages
- Integral mounting flanges
- Thin-walled sections (down to 1/8″)
- Irregular external shapes
- Multiple cavity configurations
Casting Quality Considerations
Porosity Management
- Proper gating and riser design essential
- Vacuum-assisted casting reduces gas porosity
- Hot isostatic pressing (HIP) can heal internal defects (adds cost)
Wall Thickness Guidelines
- Minimum: 1/8″ (3mm) for small castings
- Recommended: 3/16″ to 1/4″ for pressure retention
- Thick sections (>1/2″) risk shrinkage porosity
Comparative Analysis: Forging vs. Casting
Performance Comparison
| Criteria | Forging | Casting | Winner |
| Pressure Rating | 600+ PSI | 150-300 PSI | Forging |
| Fatigue Life | Excellent | Good | Forging |
| Impact Resistance | Excellent | Moderate | Forging |
| Corrosion Resistance | Better (uniform structure) | Good | Forging |
| Complex Geometry | Limited | Excellent | Casting |
| Internal Passages | Machined only | Cast-in | Casting |
| Surface Finish | Machined surfaces excellent | As-cast surfaces rougher | Forging |
| Dimensional Tolerance | ±0.005″ | ±0.010-0.030″ | Forging |
| Material Utilization | 40-60% | 70-85% | Casting |
| Production Rate | Moderate | High (permanent mold/die) | Casting |
| Tooling Cost | High ฿1,800,000 – ฿7,200,000 (36–180 million VND) ($50,000–$200,000) | Low to Moderate ฿180,000 – ฿3,600,000 (4.5–90 million VND) ($5,000–$100,000) | Casting |
| Unit Cost (low volume) | Higher | Lower | Casting |
| Unit Cost (high volume) | Lower | Higher | Forging |
Cost Analysis at Different Volumes
Scenario: 2-inch brass ball valve
| Volume | Forged Cost | Cast Cost | Difference |
| 100 units | ฿3,060/unit (₫2,082,500/unit) ($85/unit) | ฿1,620/unit (₫1,102,500/unit) ($45/unit) | Casting -47% |
| 1,000 units | ฿1,512/unit (₫1,029,000/unit) ($42/unit) | ฿1,152/unit (₫784,000/unit) ($32/unit) | Casting -24% |
| 10,000 units | ฿1,008/unit (₫686,000/unit) ($28/unit) | ฿936/unit (₫637,000/unit) ($26/unit) | Casting -7% |
| 50,000 units | ฿648/unit (₫441,000/unit) ($18/unit) | ฿864/unit (₫588,000/unit) ($24/unit) | Forging +25% |
Note: Costs include amortised tooling and assume standard C36000 forged brass vs. C84400 cast brass.
Southeast Asia Manufacturing Considerations
Regional Capabilities
Thailand
- Strong forging base with Japanese investment
- C36000 and C37700 brass readily available
- IATF 16949 certified suppliers for automotive valves
- Competitive for 10,000+ unit volumes
China
- Largest global casting capacity
- Sand and investment casting expertise
- Wide range of brass alloys available
- Lowest cost for high volumes (>50,000)
Vietnam
- Growing casting industry
- Cost-competitive for medium volumes
- Improving quality systems
- Good for 5,000-30,000 unit ranges
Quality Assurance Recommendations
When sourcing from Southeast Asia:
- Specify Material Grade: Require mill test certificates for C36000 (forged) or C83600/C84400 (cast)
- Hydrostatic Testing: 100% testing at 1.5× working pressure minimum
- Dimensional Inspection: CMM verification of critical sealing surfaces
- Metallurgical Verification: Grain structure analysis for forgings; porosity testing for castings
- Third-Party Inspection: Engage SGS, Bureau Veritas, or similar for critical applications
Selection Guide: When to Choose Each Manufacturing Method
Choose Forging When:
✓ Working pressure exceeds 300 PSI
✓ Application involves thermal cycling
✓ Safety-critical (gas, steam, hazardous fluids)
✓ Long service life required (>20 years)
✓ High fatigue loading (frequent operation)
✓ Corrosive environment (seawater, chemicals)
✓ Volume exceeds 25,000 units annually
✓ Aerospace, military, or nuclear specifications
Choose Casting When:
✓ Working pressure under 200 PSI
✓ Complex internal geometry required
✓ Weight minimization critical
✓ Volume under 10,000 units annually
✓ Budget constraints significant
✓ Large diameter valves (>3 inches)
✓ Non-critical applications (irrigation, drainage)
✓ Prototyping or product development phase
FAQ
Q1: Can you visually tell the difference between forged and cast brass valves?
A: Sometimes. Forged valves typically have visible parting lines from the forging dies and uniform, machined surfaces. Cast valves may show mold parting lines, slight surface roughness on as-cast areas, and occasionally visible porosity on cut sections. However, finished valves with full machining can be difficult to distinguish visually, though, material testing (spectroscopy, metallography) provides definitive identification.
Q2: Why do manufactured forged valves cost more for small quantities?
A: Forging requires dedicated dies (typically $50,000-$200,000) and larger press equipment. The high fixed costs must be amortized over production volume. Casting, particularly sand casting, has lower tooling costs ($5,000-$20,000), making it more economical for prototypes and low volumes despite higher per-unit material and labor costs.
Q3: Are manufactured forged valves always better than cast valves?
A: Not necessarily. Forged valves offer superior mechanical properties and pressure ratings, but casting provides geometric flexibility and cost advantages for appropriate applications. A properly designed and manufactured cast valve performing within its rated pressure range is perfectly suitable for many applications. The “best” valve depends on the specific service conditions, longevity requirements, and budget constraints.
Q4: Can cast brass valves handle high pressure if they’re thick enough?
A: Wall thickness helps, but doesn’t eliminate casting defects. Thick sections in castings actually increase the risk of shrinkage porosity, which becomes stress concentration points. While heavier cast valves can achieve higher pressure ratings than thin-wall versions, they rarely match forged valve reliability at equivalent pressure levels due to fundamental metallurgical differences in grain structure and defect distribution.
Q5: What’s the lead time difference between manufacturing forged and cast valves?
A: For existing tooled products, forging typically has shorter lead times (4-8 weeks) compared to sand casting (6-10 weeks) because forging is faster per part. However, for new products, forging requires longer tooling development (12-16 weeks) versus sand casting (4-8 weeks). Investment casting falls between these ranges for both production and tooling.
Q6: Are there brass alloys that can only be forged or only be cast during the manufacturing process?
A: Yes. C36000 (free-cutting brass) is designed for machining and forging as it’s rarely cast successfully due to lead content affecting fluidity. Conversely, C83600 (red brass) and C84400 (semired brass) are formulated for casting and don’t forge well due to their tin and zinc content affecting hot workability. C37700 (forging brass) and C35300 (high-leaded brass) bridge both processes.
Q7: How do I verify a supplier’s claimed manufacturing method?
A: Request: (1) Material certifications showing alloy grade, (2) Process documentation or PPAP submission, (3) Metallurgical cross-sections showing grain structure (forged shows directional grain flow; cast shows equiaxed grains with potential porosity), (4) Factory audit if volume justifies, (5) Third-party inspection by accredited bodies like SGS or TÜV for critical applications.
Q8: Can you repair a cracked cast valve by welding?
A: Brass welding is challenging and generally not recommended for pressure-containing components. The heat-affected zone creates metallurgical changes that compromise pressure integrity. Minor surface defects can sometimes be repaired by brazing, but cracked valves should be replaced rather than repaired, especially in pressure or safety-critical applications.
Conclusion
The choice between forging and casting ultimately comes down to balancing performance requirements, design complexity, and production economics. Forging delivers superior strength, pressure resistance, and long-term reliability, making it the preferred solution for safety-critical and high-pressure applications. Casting, on the other hand, provides greater design flexibility and cost efficiency, particularly for complex geometries and lower-volume production.
By understanding how each manufacturing method affects material structure, mechanical properties, and total cost of ownership, engineers and buyers can make more informed decisions aligned with their application needs. The comparative data in this guide highlights that there is no one-size-fits-all solution, only the right process for the right conditions.
For companies sourcing in Southeast Asia, selecting the right manufacturing partner is just as important as selecting the right process. At Align Manufacturing, we work closely with our clients to evaluate application requirements, optimize production methods, and ensure consistent quality across both forging and casting processes. With growing capabilities in areas such as die casting in Vietnam, Thailand and India, alongside precision machining and supplier control, we help deliver reliable, cost-effective solutions tailored to each project.
Ultimately, the goal is not simply to choose between forging or casting, but to implement the most effective manufacturing strategy that ensures performance, quality, and long-term value.