
Risk Priority Number (RPN) Calculation and Mitigation Strategies
Manufacturing organisations face constant pressure to identify and eliminate potential failures before they reach customers. Failure Mode and Effects Analysis (FMEA) provides a systematic framework for proactive risk management, with the Risk Priority Number (RPN) serving as the quantitative engine behind prioritisation decisions. Understanding RPN calculation and, more importantly, its strategic application for risk mitigation, separates organisations that merely document risks from those that systematically reduce them.
This guide examines traditional RPN methodology and the evolving AIAG-VDA approach, providing manufacturing engineers, quality professionals, and operations managers with practical tools for effective risk-based decision-making.
What Are FMEA and Risk Priority Numbers?
FMEA systematically examines potential failure modes in products, processes, or systems, evaluates their effects, and supports preventive action planning. The methodology originated in aerospace and defence during the 1940s, expanded through automotive manufacturing, and now applies across many manufacturing sectors.
FMEA Provides a Structured Risk Framework
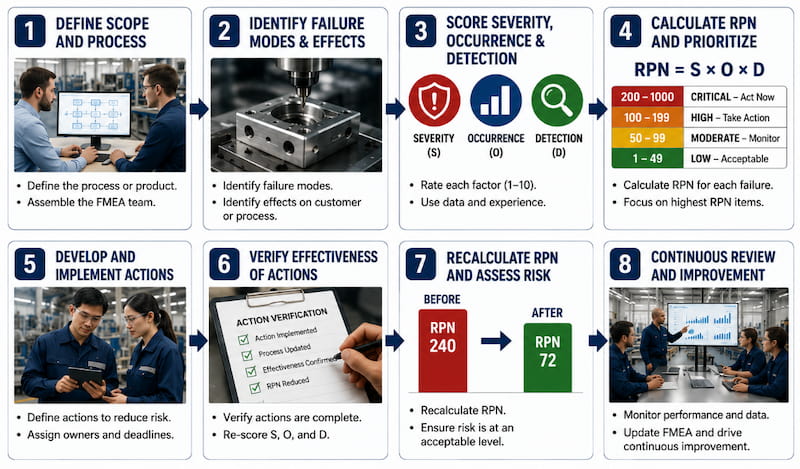
Effective FMEA implementation follows a clear progression:
- Scope definition: Establish analysis boundaries and objectives
- Structure analysis: Break down the product or process into analysable elements
- Function analysis: Define what each element must accomplish
- Failure analysis: Identify how functions might fail and what effects may result
- Risk analysis: Evaluate and prioritise risks using RPN or Action Priority
- Optimisation: Implement actions to reduce risk and verify effectiveness
RPN calculation occurs during risk analysis, providing a numerical basis for prioritising improvement efforts among many potential failure modes.
How Is Traditional RPN Calculated?
The classic RPN calculation multiplies three factors:
RPN = Severity (S) × Occurrence (O) × Detection (D)
Each factor is rated on a scale of 1 to 10, producing RPN values from 1, the lowest risk, to 1,000, the highest risk.
| Factor | Scale | Assessment Basis |
| Severity (S) | 1-10 | Impact on customer or end user if the failure occurs |
| Occurrence (O) | 1-10 | Likelihood that the cause will occur |
| Detection (D) | 1-10 | Ability to detect the cause or failure mode before impact |
How Should Severity, Occurrence, and Detection Be Scored?
Each scoring factor measures a different aspect of risk. Consistent interpretation is essential because inconsistent ratings can make RPN values misleading.
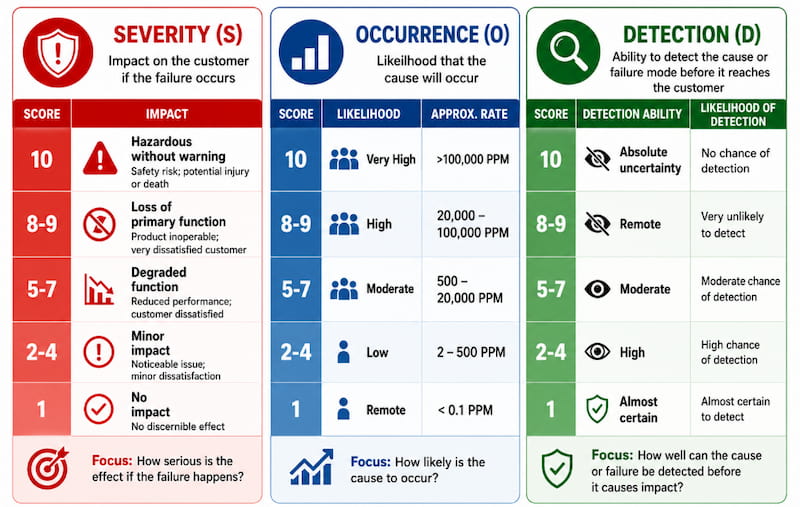
Severity Measures the Impact of Failure
| Rating | Description | Examples |
| 10 | Hazardous without warning | Safety risk without notice; potential injury or death |
| 9 | Hazardous with warning | Safety risk with warning; potential injury or death |
| 8 | Loss of primary function | Primary function inoperable; customer very dissatisfied |
| 7 | Degraded primary function | Reduced performance; customer dissatisfied |
| 6 | Loss of secondary function | Comfort or convenience function inoperable |
| 5 | Degraded secondary function | Reduced comfort or convenience performance |
| 4 | Minor nuisance | Minor issue noticed by most customers |
| 3 | Very minor | Minor issue noticed by selective customers |
| 2 | Incidental | Slight annoyance |
| 1 | None | No discernible effect |
Occurrence Measures the Likelihood of Failure
| Rating | Probability | PPM Approx. | Description |
| 10 | Very high | >100,000 | Failure almost inevitable |
| 9 | High | 50,000 | Repeated failures likely |
| 8 | High | 20,000 | Frequent failures |
| 7 | Moderate | 10,000 | Occasional failures |
| 6 | Moderate | 2,000 | Infrequent failures |
| 5 | Moderate | 500 | Relatively few failures |
| 4 | Low | 100 | Isolated failures |
| 3 | Low | 20 | Few failures |
| 2 | Low | 2 | Very few failures |
| 1 | Remote | <0.1 | Failure unlikely |
Detection Measures the Ability to Find a Failure Before Impact
| Rating | Detection Likelihood | Description |
| 10 | Absolute uncertainty | No detection opportunity; no controls |
| 9 | Very remote | Unlikely to detect with current controls |
| 8 | Remote | Poor detection with current controls |
| 7 | Very low | Low likelihood of detection |
| 6 | Low | Moderate detection capability |
| 5 | Moderate | Moderate detection with established controls |
| 4 | Moderately high | Good detection with established controls |
| 3 | High | High likelihood of detection |
| 2 | Very high | Very high likelihood of detection |
| 1 | Almost certain | Almost certain detection with reliable controls |
Important: Detection ratings assess the likelihood of detecting the cause or failure mode, not the effectiveness of controls in preventing occurrence. A detection rating of 1 indicates almost certain detection before impact, while 10 indicates no meaningful opportunity for detection.
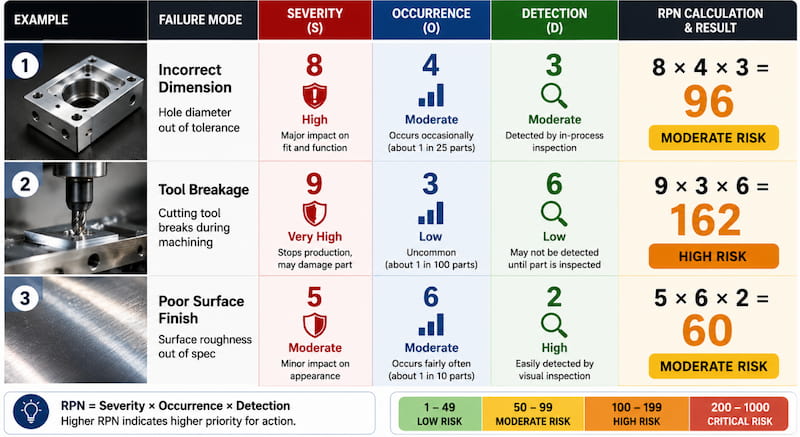
What Are Practical RPN Calculation Examples?
Practical examples show how RPN applies across manufacturing scenarios.
Example 1: Machined Brass Component
Failure Mode: Dimensional variation in critical sealing surface
Effect: Fluid leakage; potential equipment damage
| Factor | Rating | Justification |
| Severity | 8 | Primary function loss; customer dissatisfied |
| Occurrence | 4 | Process capability study shows 100 PPM |
| Detection | 3 | In-process CMM inspection catches defects |
| RPN | 96 | 8 × 4 × 3 = 96 |
With an RPN of 96, this failure mode warrants attention, although it may not be the highest priority depending on other identified risks. For brass components, material grade, machinability, and inspection strategy should be reviewed alongside the relevant brass material specifications before finalising risk controls.
Example 2: Welded Assembly
Failure Mode: Incomplete weld penetration
Effect: Structural failure under load; potential safety hazard
| Factor | Rating | Justification |
| Severity | 9 | Hazardous with warning; safety risk |
| Occurrence | 6 | Infrequent but documented failures |
| Detection | 5 | Visual inspection; some defects may escape |
| RPN | 270 | 9 × 6 × 5 = 270 |
An RPN of 270 indicates high priority for risk reduction action.
Example 3: Electronic Assembly
Failure Mode: Solder joint fracture
Effect: Intermittent electrical connection; difficult to diagnose
| Factor | Rating | Justification |
| Severity | 6 | Secondary function degraded |
| Occurrence | 3 | Few failures historically |
| Detection | 8 | Difficult to detect during production testing |
| RPN | 144 | 6 × 3 × 8 = 144 |
Detection weakness, rated 8, drives the RPN despite relatively low occurrence. Improvement should focus on stronger detection controls or process controls that prevent occurrence.
What RPN Thresholds Should Manufacturers Use?
Organisations establish RPN thresholds to guide action decisions. These thresholds should reflect industry requirements, regulatory expectations, customer requirements, and internal risk tolerance.

Absolute Threshold Method
| RPN Range | Action Required | Timeline |
| 200-1000 | Mandatory action | Immediate |
| 100-199 | Recommended action | Next review cycle |
| 50-99 | Consider action | As resources allow |
| 1-49 | Acceptable risk | Monitor |
Relative Priority Method
Rank all identified failure modes by RPN and address:
- Top 20% highest RPN values
- Any failure mode with severity rating ≥ 8, regardless of RPN
- Any failure mode with occurrence × severity product ≥ 40
Severity-Dominant Method
Critical failures with severity ratings of 9-10 require mandatory action regardless of RPN. This approach recognises that low-probability, high-consequence events still demand attention even when the calculated RPN appears moderate.
Recommended practice: Establish organisational thresholds based on industry norms, regulatory requirements, and risk tolerance, but always require action for severity 9-10 failure modes.
What Is the AIAG-VDA FMEA Standard?
According to the AIAG-VDA FMEA Handbook, 1st Edition, released in 2019, the updated methodology introduced significant changes, including replacing traditional RPN with Action Priority (AP). Organisations transitioning between standards should understand both approaches.
Action Priority Classifies Risk Into Clear Categories
The AP system classifies risk into three categories:
H, High Priority: The team must identify appropriate action to improve prevention and/or detection controls, or justify why current controls are adequate.
M, Medium Priority: The team should identify appropriate action to improve prevention and/or detection controls, or justify why current controls are adequate.
L, Low Priority: The team could identify action to improve prevention and/or detection controls.
AP Determination Matrix
| Severity | Occurrence | Detection | Action Priority |
| 9-10 | 8-10 | 8-10 | H |
| 9-10 | 8-10 | 1-7 | H |
| 9-10 | 1-7 | 8-10 | H |
| 9-10 | 1-7 | 1-7 | M |
| 5-8 | 8-10 | 8-10 | H |
| 5-8 | 8-10 | 1-7 | M |
| 5-8 | 1-7 | 8-10 | M |
| 5-8 | 1-7 | 1-7 | L |
| 1-4 | Any | Any | L |
How Do RPN and Action Priority Compare?
| Aspect | Traditional RPN | AIAG-VDA AP |
| Output | Numeric value from 1-1000 | Categorical: H, M, or L |
| Severity emphasis | Equal weighting | High severity drives priority |
| Resolution | Distinguishes subtle differences | Provides clear action categories |
| Ranking | Continuous scale | Tiered priority bands |
| Industry adoption | Established and widely used | Growing, especially in automotive |
Organisations should evaluate which approach aligns with customer requirements and internal quality systems. Many companies maintain capability with both methodologies.
How Can Manufacturers Reduce RPN?
Effective risk reduction targets the underlying factors driving RPN elevation.
Severity Reduction Requires Design or Specification Changes
Severity reductions typically require changes to design intent, product specifications, or system safeguards.
Design modifications may include:
- Redundancy for critical functions
- Fail-safe design
- Derating components below maximum specifications
- Material upgrades for critical applications
- Simplification to reduce potential failure points
Warning systems may include:
- Early warning indicators for degradation
- Interlocks preventing operation outside safe parameters
- Monitoring systems detecting early failure signs
Consequence mitigation may include:
- Containment systems limiting failure propagation
- Damage-limiting designs with controlled failure modes
- Emergency shutdown systems
Occurrence Reduction Improves Process Control
Occurrence reductions focus on process control, prevention, and error-proofing.
Error-proofing, also known as poka-yoke, may include:
- Physical devices preventing incorrect assembly
- Sensors detecting missing components
- Interlocks ensuring complete operations
- Gauges confirming correct setup
Process control may include:
- Statistical process control monitoring
- Automated process parameter control
- Preventive maintenance to reduce variability
- Supplier quality management
Design for manufacturability may include:
- Tolerance optimisation
- Simplified assembly sequences
- Reduced component counts
- Robust design that allows controlled process variation
Detection Improvement Strengthens Inspection and Testing
Detection improvements enhance inspection and testing effectiveness.
In-process inspection may include:
- Automated vision systems
- Sensor-based monitoring
- Statistical sampling plans
- Real-time dimensional measurement
Testing enhancements may include:
- Accelerated life testing
- Environmental stress screening
- Functional testing at boundary conditions
- Burn-in for early failure identification
Traceability systems may include:
- Lot tracking for targeted containment
- Serialization for individual component traceability
- Process data collection and analysis
- Digital thread connection from design to production
For surface-related failure risks, such as scratches, corrosion exposure, coating defects, or cosmetic non-conformance, manufacturers should also assess whether the selected brass surface finish supports both functional and aesthetic requirements.
How Is RPN Implemented in Manufacturing?
Successful RPN implementation requires systematic process integration across design, production, quality, and management review.
PFMEA Identifies Process Risks Before Production
Process FMEA, or PFMEA, analyses manufacturing processes to identify potential failures before production begins. For CNC parts, a focused brass-specific PFMEA for CNC operations can help teams account for material behaviour, burr formation, tool wear, dimensional drift, and inspection controls more accurately than a generic template.
PFMEA timing:
- Initial PFMEA: During process development, before tooling procurement
- Update 1: After prototype build, incorporating learning
- Update 2: After pilot production, using process validation data
- Ongoing: Continuous updates as changes occur
Key PFMEA elements:
- Process step or operation identification
- Potential failure modes, or how the process could fail
- Potential failure effects on downstream operations and customers
- Potential causes explaining why the failure may occur
- Current prevention and detection controls
- RPN calculation and action prioritisation
- Action implementation and RPN recalculation
A clear process flow diagram for CNC machining also supports PFMEA by mapping each operation before risk scoring begins.
DFMEA Identifies Product Design Risks Early
Design FMEA, or DFMEA, analyses product designs to identify potential failures before manufacturing begins.
DFMEA focus areas include:
- Functional requirements and potential failures
- Interface analysis between components and subsystems
- Material and manufacturing feasibility
- Service and maintenance considerations
- End-of-life and recycling requirements
Design changes that reduce severity are usually most cost-effective when implemented during the design phase, before manufacturing commitment.
How Should RPN Be Tracked and Managed?
Effective RPN management requires systematic tracking, ownership, and review.
RPN Reduction Targets Keep Risk Visible
Organisations should:
- Establish clear RPN reduction goals, such as “no failure modes with RPN > 100”
- Track RPN reduction as actions are implemented
- Monitor residual risk after mitigation actions
- Verify whether implemented controls actually reduce risk
Management Review Prevents Stalled Actions
Management review should include:
- FMEA status in quality management reviews
- Regular review of high RPN items and action progress
- Escalation of stalled actions to the appropriate management level
- Review of recurring failure modes using updated production and field data
Software Tools Support FMEA Control
Software options include:
- Excel templates for basic FMEA management
- Dedicated FMEA software such as IQ-RM, APICS eFMEA, PLATO e1ns, and ReliaSoft XFMEA
- PLM integration for design FMEA linkage
- ERP integration for process control tracking
What Are Common RPN Implementation Pitfalls?
Organisations often encounter challenges when implementing RPN-based risk management.
Scoring Inconsistency Weakens Comparability
Different teams may apply rating scales inconsistently.
Symptoms include:
- Similar risks receiving different ratings across teams
- RPN values not correlating with actual field performance
- Difficulty comparing risk across different FMEAs
Solutions include:
- Develop organisational rating guidelines with specific examples
- Calibrate teams through cross-functional reviews
- Use anchor products or processes as reference benchmarks
- Provide regular training on rating criteria
Detection Rating Confusion Creates Misleading Scores
Teams frequently misunderstand detection ratings.
Common error: Rating detection based on how well a control prevents occurrence, rather than how likely it is to detect the cause or failure mode.
Correction: Detection ratings assess only the likelihood of detecting the cause or failure mode before impact. Prevention controls, which reduce occurrence, are rated separately.
Overemphasis on RPN Numbers Can Obscure Real Risk
A purely numerical focus can lead teams to optimise for RPN reduction without fully understanding the risk.
Better practice: Use RPN as a prioritisation tool, but require a narrative description of the risk and the rationale for action. High-severity items demand action regardless of calculated RPN.
Inadequate Action Implementation Limits Risk Reduction
Identified actions may fail to achieve the intended reduction.
Root causes include:
- Actions not implemented as specified
- Actions ineffective for the stated purpose
- RPN recalculation being too optimistic without verification
Preventive measures include:
- Require action validation before reducing RPN
- Verify implementation through audit
- Track actual performance against predicted occurrence
How Is RPN Applied Across Different Industries?
Different industries apply RPN with sector-specific adaptations.

Automotive FMEA Supports IATF 16949 Requirements
Automotive FMEA requirements under IATF 16949 often include:
- AIAG-VDA methodology for many OEM requirements
- Special characteristics classification, such as Critical, Significant, or Major
- Control Plan linkage to FMEA
- Regular review and updates based on field performance
- Customer-specific requirement integration
Automotive severity ratings emphasise safety and regulatory compliance, with severity 10 reserved for safety risks without warning.
Aerospace FMEA Prioritises Flight Safety
Aerospace FMEA, including applications aligned with AS9145 practices, emphasises:
- Rigorous severity assessment due to flight safety implications
- Extensive detection controls, including non-destructive testing
- Certification and regulatory compliance integration
- Long service life and mission-critical function consideration
Aerospace organisations typically use more conservative RPN thresholds because failure consequences can be severe.
Medical Device FMEA Integrates With ISO 14971
According to ISO 14971 guidance for medical device risk management, FMEA may be integrated into a broader risk management process that considers patient harm, regulatory requirements, and post-market surveillance.
Medical device risk management commonly includes:
- Risk acceptability criteria based on patient harm severity
- Regulatory submission requirements for risk analysis
- Post-market surveillance to update risk assessments
- Biological safety and usability risk integration
Medical device FMEA often requires stronger detection and verification controls for patient-contacting features.
Conclusion
RPN remains a practical and widely understood method for prioritising manufacturing risk, especially when teams apply severity, occurrence, and detection ratings consistently. While the AIAG-VDA Action Priority approach provides clearer action categories and stronger severity emphasis, traditional RPN still plays an important role in many quality systems, legacy processes, and supplier quality programmes. The most effective organisations use these tools not just to score risk, but to guide prevention, improve detection, and verify that mitigation actions genuinely reduce failure potential.
At Align Manufacturing, we approach risk management as part of building reliable, production-ready manufacturing systems, from CNC machining and casting to supplier quality and process validation. When customers evaluate manufacturing partners, whether they are sourcing industrial components, looking for specialist production support, or comparing promotional products suppliers for broader procurement needs, structured quality methods such as FMEA help separate capable suppliers from reactive ones. For projects involving gravity casting Vietnam, Align Manufacturing applies manufacturing experience, process control, and practical risk reduction to help customers move from design intent to dependable production outcomes.
Frequently Asked Questions
What Is the Difference Between RPN and Action Priority?
RPN provides a numeric score from 1 to 1,000 by multiplying Severity × Occurrence × Detection. Action Priority classifies risk into High, Medium, or Low categories using a matrix based on the same three factors. AP places greater emphasis on severity and is the newer AIAG-VDA standard, while RPN remains widely used in legacy systems and other industries.
What RPN Threshold Requires Mandatory Action?
Most organisations set mandatory action thresholds between 100 and 200, but practices vary. More important than the absolute threshold is consistent application and mandatory action for severity 9-10 failure modes regardless of RPN. Thresholds should reflect industry benchmarks, regulatory requirements, customer expectations, and internal risk tolerance.
Can RPN Compare Risks Across Different Products or Processes?
Direct RPN comparison across different FMEAs requires caution. Rating scales may be applied differently by different teams, and severity context varies by application. Comparisons work best within a single FMEA or when teams have been calibrated to apply ratings consistently.
Why Does the Same Failure Mode Have Different RPN Values in Different FMEAs?
The same failure mechanism may have different RPN values because context matters. A sealing failure might have severity 4 in a non-critical consumer application but severity 9 in a medical device or aerospace system. Occurrence and detection ratings also vary based on each process and its controls.
How Do I Reduce RPN Most Effectively?
Focus on severity reduction first when possible through design changes, then occurrence reduction through process controls and error-proofing. Detection improvements help identify failures earlier, but they do not reduce the actual failure rate. Occurrence reduction through prevention controls usually provides stronger long-term improvement than inspection alone.
Should We Use RPN or AP for FMEA Implementation?
The choice depends on customer requirements and organisational preference. Automotive suppliers serving IATF 16949 customers often need AIAG-VDA AP methodology. Organisations without specific customer mandates may choose either approach. Many maintain capability with both to support different customer requirements.
What Is the Most Common Mistake in RPN Calculation?
The most common error is detection rating confusion. Teams may rate detection based on how well a control prevents occurrence, instead of how likely it is to detect the cause or failure mode before impact. Another frequent issue is inconsistent scoring between teams or FMEAs.
How Often Should FMEA and RPN Be Updated?
Update FMEA when new failure modes are identified, design or process changes occur, new information about failure mechanisms becomes available, customer complaints or warranty data indicate gaps, or periodic review cycles trigger reassessment. Critical processes are often reviewed at least annually.
Can RPN Be Zero?
No. RPN cannot be zero because the minimum rating for each factor is 1. The lowest possible RPN is 1, calculated as 1 × 1 × 1. In practice, organisations rarely see very low RPN values because even minor issues usually score above 1 in at least one category.
How Do I Handle Failure Modes With the Same RPN?
Use secondary criteria for prioritisation. Higher severity should take precedence. If severity is equal, consider higher occurrence, business impact, customer visibility, warranty cost, and ease of implementation. Some organisations also use Severity × Occurrence as a secondary ranking metric.
What Role Does RPN Play in Control Plans?
Control Plans document the prevention and detection controls identified in FMEA. High RPN items usually drive more robust controls, such as special characteristics classification, frequent inspection, SPC application, error-proofing devices, and reaction plans when controls indicate potential issues.
Is RPN Applicable to Service or Software Processes?
Yes. FMEA methodology can be adapted to service and software processes, although rating scales need contextual adjustment. Severity may assess business impact or customer dissatisfaction, occurrence may relate to process failure rates, and detection may consider review, testing, or monitoring effectiveness.
How Do I Get Started With FMEA and RPN?
Start with a pilot project on a critical process or product. Form a cross-functional team, select the appropriate FMEA type, apply the methodology carefully, implement actions for the highest-risk items, document lessons learned, and expand to additional processes based on results.
What Software Tools Support RPN Calculation and FMEA Management?
Options range from Excel templates to dedicated FMEA software such as IQ-RM, APICS eFMEA, PLATO e1ns, and ReliaSoft XFMEA. PLM and quality management systems may also include FMEA modules. Selection criteria should include usability, reporting, integration, collaboration features, and cost.
How Does RPN Relate to Six Sigma DMAIC?
In Six Sigma DMAIC, FMEA and RPN are often used in the Analyse phase to identify and prioritise potential root causes or failure modes. Risk analysis informs the Improve phase, while Control Plans linked to FMEA support the Control phase.