
PPAP Levels 1–5 Explained for CNC Machining and Fabrication Suppliers
Introduction: What is PPAP and Why It Matters To Machining and Fabrication Suppliers
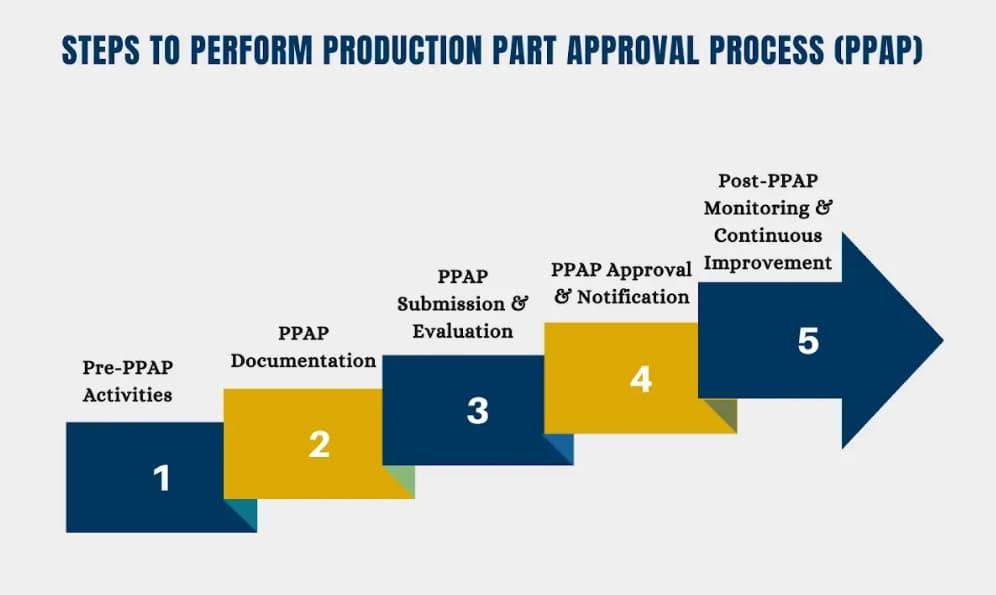
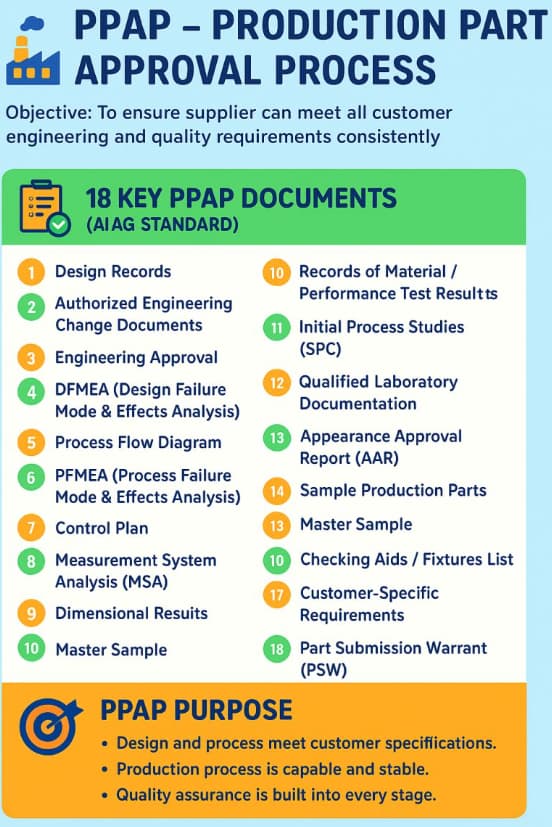
The Production Part Approval Process (PPAP) is the gold standard for quality verification in manufacturing supply chains. Developed by the automotive industry and now widely adopted across aerospace, medical device, and industrial equipment sectors, PPAP ensures that suppliers can consistently produce parts that meet all customer engineering requirements.
For CNC machining and fabrication suppliers, understanding PPAP isn’t optional, it’s a competitive necessity. OEMs increasingly require PPAP submission before awarding contracts, and the level of documentation required directly impacts quoting, lead times, and project complexity.
This guide explains PPAP Levels 1 through 5 specifically for CNC machining and fabrication suppliers, helping you understand which level applies to your projects, what documentation is required, and how to streamline your PPAP submission process.
Understanding the PPAP Framework
What is PPAP?
PPAP is a standardized process defined by AIAG (Automotive Industry Action Group) that helps suppliers demonstrate their capability to produce parts consistently meeting specifications. The process requires suppliers to submit documentation proving that:
- All engineering design records and specifications are properly understood
- The manufacturing process can produce conforming parts
- Production capacity meets volume requirements
- Quality control systems can detect and prevent defects
When is PPAP Required For Machining and Fabrication Suppliers?
PPAP submission is typically required for:
- New part introductions
- Engineering changes to existing parts
- Changes to manufacturing process, tools, or location
- Material or supplier changes
- Resumption of production after extended shutdown
- Annual revalidation (in some industries)
For CNC machining and fabrication shops, PPAP is most commonly required when supplying to:
- Tier 1 and Tier 2 automotive suppliers
- Aerospace manufacturers (AS9102 is similar but distinct)
- Medical device companies
- Heavy equipment OEMs
- Any customer following IATF 16949 or similar quality standards
PPAP Level 1: Part Submission Warrant (PSW) Only
When to Use Level 1 for Machining and Fabrication
Level 1 is the minimal PPAP submission, requiring only the Part Submission Warrant. It’s typically used for:
- Designated appearance items where dimensional or functional verification isn’t required
- Low-risk components with extensive production history
- Internal approvals or engineering verification builds
- Parts with documented previous approval under similar conditions
Documentation Required
| Element | Requirement |
| Part Submission Warrant (PSW) | Required |
| Design Records | Retained by supplier |
| Engineering Change Documents | Retained by supplier |
| Customer Engineering Approval | If required |
| Design FMEA | Retained by supplier |
| Process Flow Diagram | Retained by supplier |
| Process FMEA | Retained by supplier |
| Control Plan | Retained by supplier |
| Measurement System Analysis | Retained by supplier |
| Dimensional Results | Retained by supplier |
| Material/Performance Test Results | Retained by supplier |
| Initial Process Studies | Retained by supplier |
| Qualified Laboratory Documentation | Retained by supplier |
| Appearance Approval Report (AAR) | If applicable |
| Sample Production Parts | Retained by supplier |
| Master Sample | Retained by supplier |
| Checking Aids | Retained by supplier |
| Customer-Specific Requirements | Retained by supplier |
CNC Machining Context
For CNC machining suppliers, Level 1 is rarely sufficient unless you’re producing:
- Non-critical cosmetic components
- Standard catalog hardware
- Parts with extremely mature processes and extensive history
Most CNC machined components require at least Level 3 due to dimensional criticality.
PPAP Level 2: PSW with Product Samples and Limited Supporting Data
When to Use Level 2 forMachining and Fabrication
Level 2 requires the PSW plus sample parts and limited supporting documentation. It’s used for:
- Low-risk components with well-established manufacturing processes
- Simple parts with minimal dimensional requirements
- Secondary or non-critical components in assemblies
- Parts with historical PPAP approval on similar products
Documentation Required
| Element | Requirement |
| Part Submission Warrant (PSW) | Required |
| Design Records | Retained by supplier |
| Engineering Change Documents | Retained by supplier |
| Customer Engineering Approval | If required |
| Design FMEA | Retained by supplier |
| Process Flow Diagram | Retained by supplier |
| Process FMEA | Retained by supplier |
| Control Plan | Retained by supplier |
| Measurement System Analysis | Retained by supplier |
| Dimensional Results | Retained by supplier |
| Material/Performance Test Results | Retained by supplier |
| Initial Process Studies | Retained by supplier |
| Qualified Laboratory Documentation | Retained by supplier |
| Appearance Approval Report (AAR) | If applicable |
| Sample Production Parts | Submitted to customer |
| Master Sample | Retained by supplier |
| Checking Aids | Retained by supplier |
| Customer-Specific Requirements | Retained by supplier |
Submission Requirements
In addition to the PSW, Level 2 requires:
- Sample parts (typically 3-5 pieces from production run)
- Limited dimensional data (key characteristics only)
- Basic material certification
CNC Machining Context
Level 2 might apply to:
- Simple brackets and spacers
- Standard hardware with machining modifications
- Non-critical cosmetic covers
- Prototype parts moving to limited production
Most precision CNC machined components still require Level 3 or higher.
PPAP Level 3: PSW with Product Samples and Complete Supporting Data
When to Use Level 3 for Machining and Fabrication
Level 3 is the default PPAP level for most new production parts. It’s required for:
- New part introductions to production
- Engineering changes affecting form, fit, or function
- Process changes that could affect quality
- First production runs of previously prototype-only parts
- Standard components without customer-specific alternate requirements
Documentation Required
| Element | Requirement |
| Part Submission Warrant (PSW) | Required |
| Design Records | Submitted to customer |
| Engineering Change Documents | Submitted to customer |
| Customer Engineering Approval | Submitted if required |
| Design FMEA | Submitted to customer |
| Process Flow Diagram | Submitted to customer |
| Process FMEA | Submitted to customer |
| Control Plan | Submitted to customer |
| Measurement System Analysis | Submitted to customer |
| Dimensional Results | Submitted to customer |
| Material/Performance Test Results | Submitted to customer |
| Initial Process Studies | Submitted to customer |
| Qualified Laboratory Documentation | Submitted to customer |
| Appearance Approval Report (AAR) | Submitted if applicable |
| Sample Production Parts | Submitted to customer |
| Master Sample | Retained by supplier |
| Checking Aids | Submitted to customer |
| Customer-Specific Requirements | Submitted to customer |
Key Submission Elements for CNC Machining
1. Design Records
- Customer engineering drawings
- CAD models (if required by customer)
- Specifications and notes
2. Process Flow Diagram
- Step-by-step manufacturing flow
- Inspection points
- Operations sequence
- Outsourced processes identified
3. Process FMEA (PFMEA)
- Failure mode analysis for each operation
- Risk Priority Numbers (RPN)
- Control methods and detection strategies

4. Control Plan
- Characteristics to be controlled
- Measurement methods
- Sample sizes and frequencies
- Reaction plans for out-of-control conditions
5. Measurement System Analysis (MSA)
- Gage R&R studies for critical measurements
- Calibration records
- Measurement uncertainty analysis
6. Dimensional Results
- Full layout inspection data
- Statistical analysis (mean, standard deviation)
- Comparison to specification limits
- Balloon drawing with numbered dimensions
7. Material and Performance Tests
- Material certifications (mill certs)
- Mechanical property verification
- Special process certifications (heat treat, plating, etc.)
- Laboratory accreditations (ISO 17025 preferred)
8. Initial Process Studies
- Statistical process control data
- Capability studies (Cp, Cpk)
- Minimum 25 subgroups typically required
- Process stability assessment
Submission Package Organization
Typical Level 3 submission package includes:
- Cover letter/PSW
- Design records (drawings)
- Process flow diagram
- PFMEA
- Control plan
- MSA studies
- Dimensional results with balloon drawing
- Material certifications
- Performance test results
- Initial process studies
- Sample parts (separate packaging)
CNC Machining Context
Level 3 is the standard for most precision CNC machined components, including:
- Engine and transmission components
- Hydraulic valve bodies
- Medical device components
- Aerospace structural parts
- Complex fabricated assemblies
PPAP Level 4: PSW with Other Customer-Defined Requirements
When to Use Level 4 for Machining and Fabrication
Level 4 is custom-defined by the customer and may include any combination of elements from Levels 1-3. It’s typically used for:
- Mature products with established production history
- Low-risk changes with customer approval
- Customer-specific situations where full Level 3 isn’t justified
- Annual revalidation submissions
- Suppliers with demonstrated capability and strong quality history
Documentation Requirements
Level 4 requirements vary by customer but typically include:
- Part Submission Warrant (PSW) – Always required
- Selected elements from Level 3 based on risk assessment
- Customer may specify which elements to submit vs. retain
- Often focuses on: PSW, dimensional results, material certs, and sample parts
Common Level 4 Scenarios
Scenario 1: Annual Revalidation
- PSW
- Dimensional layout (reduced sample size)
- Material certification
- Process capability data
Scenario 2: Minor Engineering Change
- PSW
- Updated drawing
- Dimensional results for changed features
- Sample parts
Scenario 3: Low-Risk Component
- PSW
- Material certification
- Certificate of conformance
- No sample parts required
CNC Machining Context
Level 4 is increasingly common for:
- Long-term production contracts with proven suppliers
- Simple machined components on annual revalidation
- Parts with extensive production history and zero defects
- Suppliers with demonstrated capability and strong customer relationships
PPAP Level 5: PSW with Product Samples and Complete Supporting Data Available for Review at Supplier Location
When to Use Level 5 for Machining and Fabrication
Level 5 requires the same documentation as Level 3, but the complete package remains at the supplier’s facility for on-site customer review. It’s used for:
- High-volume production where sample submission is impractical
- Bulky or heavy parts that are difficult to ship
- Security-sensitive components (defense, proprietary technology)
- Fragile components that risk damage in shipping
- Customer-audited suppliers with on-site inspection agreements
Documentation Requirements
Same as Level 3, but documentation is:
- Retained at supplier facility
- Made available for customer audit/review
- Subject to on-site inspection
- Accompanied by PSW and possibly photos of sample parts
Level 5 Process
- Supplier completes all Level 3 documentation
- Supplier retains full package on-site
- Supplier submits PSW to customer
- Customer schedules on-site review (or delegates to third party)
- Customer reviews documentation and sample parts at supplier facility
- Customer approves/disapproves based on on-site findings
CNC Machining Context
Level 5 is relatively uncommon in precision CNC machining but may apply to:
- Large castings or forgings requiring machining
- Heavy industrial components
- Proprietary defense or aerospace parts
- Situations where customers maintain resident engineers at supplier facilities
Choosing the Right PPAP Level: Decision Framework
Factors Influencing PPAP Level Selection
| Factor | Higher PPAP Level | Lower PPAP Level |
| Part Criticality | Safety-critical, functional | Non-critical, cosmetic |
| Dimensional Complexity | Tight tolerances, GD&T | Loose tolerances, basic dims |
| Production Volume | High volume, mass production | Low volume, prototypes |
| Supplier History | New supplier, limited track record | Proven supplier, strong history |
| Industry Requirements | Automotive, aerospace, medical | Industrial, consumer goods |
| Change Type | New part, major change | Minor change, annual reval |
| Customer Relationship | New customer | Long-term partner |
Default Selection Guidelines
Start with Level 3 for:
- All new production part introductions
- First time supplying to a customer
- Parts with safety or regulatory requirements
- Complex machined or fabricated components
Consider Level 4 for:
- Annual revalidation of stable production
- Minor engineering changes
- Low-risk components with mature processes
- Suppliers with extensive positive history
Use Level 5 only when:
- Physical sample submission is impractical
- On-site review is customer preference
- Security or fragility concerns exist
Level 1 and 2 are rarely appropriate for precision CNC machining suppliers unless specifically requested by customers for very low-risk applications.

PPAP Submission Best Practices for CNC Machining Suppliers
1. Establish PPAP Readiness Before Quoting
- Review customer-specific requirements early
- Assess capability for required PPAP level
- Factor documentation time into lead time quotes
- Consider PPAP preparation costs in pricing
2. Build Quality Systems That Support PPAP
- Documented process flows for all parts
- Regular PFMEA updates
- Robust control plans with statistical controls
- Calibrated measurement systems with Gage R&R
- Qualified laboratories or in-house capabilities
3. Manage the Submission Timeline
- Begin PPAP preparation during process development
- Allow 2-4 weeks for full Level 3 documentation
- Submit partial packages for review if timeline compressed
- Communicate early if challenges arise
4. Handle Rejection Professionally
- Understand specific rejection reasons
- Implement corrective actions promptly
- Re-submit with clear documentation of changes
- Maintain positive customer communication
5. Leverage PPAP as Competitive Advantage
- Demonstrate capability during quoting phase
- Highlight PPAP expertise in marketing materials
- Use completed PPAPs to reduce future submission burden
- Build reputation for quality and documentation excellence
Common PPAP Challenges and Solutions
Challenge: Insufficient Process Capability
Problem: Cpk values below required minimum (typically 1.33)
Solutions:
- Improve process control before PPAP submission
- Reduce sources of variation
- Implement SPC during production trial runs
- Consider process redesign if fundamentally incapable
Challenge: Dimensional Failures
Problem: Parts out of specification on layout inspection
Solutions:
- Improve measurement systems (calibration, R&R)
- Adjust process parameters to center distribution
- Investigate tooling wear or setup issues
- Consider design tolerance relaxation if functionally acceptable
Challenge: Material Certification Issues
Problem: Missing or incomplete material certifications
Solutions:
- Establish supplier quality requirements early
- Use only certified material suppliers
- Require mill certs with every material delivery
- Maintain material traceability systems
Challenge: Documentation Completeness
Problem: Missing or incorrect PPAP elements
Solutions:
- Use standardized PPAP submission checklists
- Implement document control systems
- Review customer-specific requirements thoroughly
- Conduct internal PPAP audits before submission
Beyond PPAP: Integration with Quality Management
PPAP and IATF 16949
For automotive suppliers, PPAP integrates directly with IATF 16949 requirements:
- Section 8.3.4.3 – Product approval process
- Section 8.5.1 – Control plans
- Section 9.1.1.1 – Monitoring and measurement of manufacturing performance
PPAP and AS9102 (Aerospace)
Aerospace suppliers should note that AS9102 First Article Inspection is similar but distinct from PPAP:
- AS9102 focuses on first article verification
- Different forms and structure than PPAP
- Often required in addition to or instead of PPAP
- More emphasis on balloon drawings and characteristic accountability
Continuous Improvement
PPAP should be viewed as:
- Validation point in new product introduction
- Baseline for ongoing quality monitoring
- Trigger for corrective actions if requirements not met
- Documentation for continuous improvement initiatives
Conclusion
Understanding PPAP Levels 1 through 5 is essential for CNC machining and fabrication suppliers serving quality-conscious industries. While Level 3 remains the default standard for most new production parts, understanding when Level 4 or custom requirements apply can streamline your quality processes and improve customer relationships.
The key to PPAP success lies not in treating it as a documentation burden, but in building robust quality systems that naturally produce the required evidence. When your processes are well-controlled, documented, and capable, PPAP submission becomes a straightforward validation rather than a last-minute scramble.
For suppliers investing in quality management systems, integrating structured approaches such as Forging in Vietnam, further strengthens consistency, traceability, and production control. This capability becomes a competitive advantage, opening doors to automotive, aerospace, medical, and other high-value markets where quality certification is non-negotiable.
About Align Manufacturing
Align Manufacturing provides precision CNC machining and fabrication services with full PPAP capability. We support automotive, aerospace, medical, and industrial customers with comprehensive quality documentation and on-time delivery.